
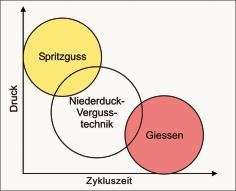
Nachdem sich die Niederdruck-Vergusstechnik gerade in der Elektrotechnischen Industrie als äußerst wirtschaftliches und technisch hochwertiges Verfahren zum Schutz von Bauteilen bewährt hat, gilt es jetzt, dem Anwender Anlagenmodule bereitzustellen, mit denen er flexibel und kostengünstig arbeiten kann.
Gerade in der Elektronikbranche ist man ständig damit konfrontiert, schnell und flexibel auf aktuelle Marktveränderungen reagieren zu müssen. Dies kann mit dem neuen Anlagenkonzept für die Verarbeitung von Schmelzklebstoffen gewährleistet werden. Durch die flexible Kombination von technologisch hoch entwickelten Standardkomponenten mit individueller Abstimmung, werden angepasste Lösungen für spezifische Bedürfnisse geschaffen. Ausgehend von einem Grundmodul lässt sich das System entsprechend den Anwendungserfordernissen, sprich steigenden Stückzahlen oder wachsendem Teilespektrum, jederzeit durch weitere modulare Komponenten ergänzen. Diese konsequent bedarfsorientierte, rationelle Produktion bringt klare Vorteile: schnelle, flexible Verfügbarkeit, bewährte Systembauart und günstige Preise.
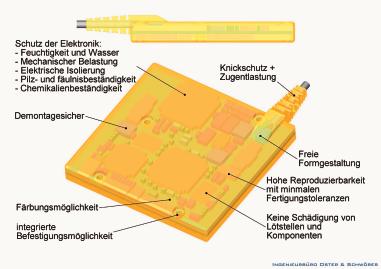
Wo können die Anlagen eingesetzt werden? Überall da, wo empfindliche Bauteile durch das Umspritzen mit Schmelzklebstoff geschützt werden sollen. Die zahlreichen Vorteile dieser Technik sprechen für sich:
- Freie Formgestaltung
- Keine Schädigung der Bauteile
- Demontagesicher
- Hohe Prozesssicherheit
- Nahezu keine Fertigungstoleranzen
- Kurze Taktzeiten
- Sehr gutes Kosten-Nutzen-Verhältnis
- Umwelt nicht belastend
- Schutz vor Wasser und Feuchtigkeit
- Temperaturbeständigkeit
- Mechanischer Schutz
- Hohe Chemikalienbeständigkeit
- Elektrische Isolierung
- Zugentlastung.
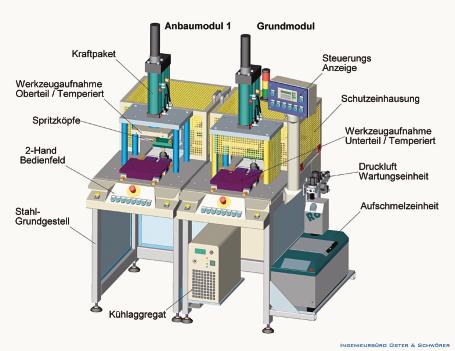
Basis bildet das Grundmodul, das von Prototypen bis hin zu Kleinserien verwendet werden kann. Dabei ist sowohl das manuelle Einlegen- und Entnehmen der Bauteile, als auch schon ein automatischen Pick&Place-Handling möglich. Die Auswahl der erforderlichen Komponenten wie Aufschmelzanlage und Kühlaggregat erfolgt in enger Zusammenarbeit mit führenden OEMs. Wichtig hierbei ist, dass alles optimal aufeinander, und auf die Produktgruppe abgestimmt ist.
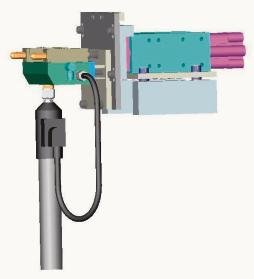
Alle Module sind auf einem stabilen Schweißgestell aus Stahlhohlprofilen aufgebaut. Dies erspart zeitaufwändige Justagearbeiten nach Transporten, und ermöglicht schnelle und passgenaue Anbauten. Auch bei der Aufnahme des Werkzeugs wurde darauf geachtet, dass ein Werkzeugwechsel zügig und problemlos durchgeführt werden kann. Zu diesem Zweck wurden die Kühlung und die Auswerfermimik komplett in die Aufnahmeplatten integriert, so dass das lästige und zeitraubende Schlauch- und Kabelumhängen entfällt. Die Gestaltung der Werkzeuge vereinfacht sich dadurch erheblich, was zu deutlich niedrigeren Herstellungskosten führt. Wie in der Kunststoffspritztechnik können je nach Bauteil auch Mehrfachwerkzeuge eingesetzt werden. Um einen optimalen Fließverlauf des Schmelzklebstoffes zu erzielen, können standardmäßig Einfach- oder Doppelteinspritzköpfe verwendet werden. Keinen Kompromiss gibt es bei der Schließkraft der Werkzeuge. Hier werden Zylinder mit hydraulischem Krafthub eingesetzt, die schon bei 6 bar die Werkzeughälften mit bis zu 24 kN zusammendrücken. Das ermöglicht auch die Verwendung großvolumiger Bauteile.
Das Füllen der Form erfolgt in mehreren Phasen. Hierzu ist eine durchgängige Parametrierung unablässig, das heißt, Temperatur- und Druckregelung, Förder- und Kühlleistung, Zeiten etc. werden zentral über eine Steuerung geregelt und überwacht. Das ermöglicht eine hohe Reproduzierbarkeit und auditierfähige Produktionsanlagen. Dennoch wurde darauf geachtet, dass das Steuersystem leicht zu beherrschen ist, und der Bedienungsaufwand minimal ist. Die zugehörige Visualisierung zeigt aktuelle Betriebszustände und lokalisiert eventuelle Fehlerquellen, was die Ausfallzeit durch gezielten Serviceeinsatz minimiert.
Bei der Abgrenzung der Maschinenrisiken nach CE-Richtlinie wurde auf eine sinnvolle aber nicht behindernde Sicherheitstechnik geachtet. So erfolgt das Be- und Entladen der Bauteile außerhalb des eigentlichen Gefahrenbereichs. Bessere Zugänglichkeit und eine mittels Temperatursensorik definiert abgeschlossene Abkühlphase erleichtern die Arbeit erheblich. Das Einfahren der „Schublade“ erfolgt abgesichert mittels Zweihand-Taster bei manueller Bedienung, beziehungsweise durch das Freigabesignal eines Pick&Place-Handlings. Die in sich durchgängige Konzipierung aller Komponenten und Module erlaubt eine schnelle und flexible Ergänzung des Grundmoduls. So ist die nachträgliche Anbindung und Inbetriebnahme eines zweiten Moduls innerhalb weniger Stunden möglich. Dies gilt sowohl für einen Stand-alone-Betrieb als auch für die Integration in Fertigungslinien.
Da alles aus einer Hand kommt, kann eine hohe Zuverlässigkeit und minimale Wartungskosten garantiert werden – neben der Technologie weitere Faktoren, die hohe Produktivität in der Anwendung und einen hohen Ertrag auf die getätigte Investition sicherstellen.
EPP 493
Unsere Webinar-Empfehlung
Stehen Sie vor der Herausforderung, die Lötstellen bei Automotive-Leiterplatten genau zu inspizieren? Entdecken Sie in unserem Vortrag, warum IPC-konforme 3D-Röntgeninspektion für verdeckte Lötstellen essenziell ist. Erfahren Sie die Potenziale und Grenzen der Fehlerdetektion.…
Teilen:








{kind=link}