




Elektronikprodukte werden immer kleiner, während ihre Funktionalität steigt. Paradebeispiel dafür sind Mobiltelefone mit integrierter Digitalkamera. Solche Entwicklungen sind nur möglich, wenn die Bauelemente fast bis zur „Unsichtbarkeit“ schrumpfen. Bauelemente der Gehäuseform 0201 (0,6 x 0,3 mm²) sind in einigen Branchen bereits Standard; der nächste Schritt, hin zu 01005-BE (0,4 x 0,2 mm²), ist schon in der Testphase. 01005-Bauteile werden einen weiteren Durchbruch für die Miniaturisierung bringen.
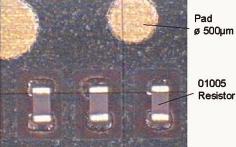
In intensiven Testreihen wurden Leiterplatten von Siplace Bestückautomaten bereits erfolgreich mit 01005-Bauelemente bestückt (Bild 1). Es ist damit zu rechnen, dass spätestens in zwei Jahren die 01005-Bestückung insbesondere im Submodul-Bereich serienmäßig Einzug hält. Besonders in Asien ansässige Elektronikfertiger signalisieren großes Interesse an der neuen Technologie.
Vor- und Nachteile
Wie bei allen anderen Bauelementen auch, gibt es aber Vor- und Nachteile bei der Verwendung von 01005-Bauelemente.
Die Vorteile liegen auf der Hand: 01005 macht die Fertigung von immer kleineren, leichteren und moderneren Produkten möglich. So beträgt beispielsweise die Platzersparnis bei der Verwendung von 01005-Bauelementen an Stelle von 0201-Bauelementen bei gleichem Abstand bis zu 44% (Bild 2).
Außerdem kann es der Fall sein, dass zwar genügend Platz auf einer Leiterplatte vorhanden ist, aber aus Schaltungsgründen ein passives Bauelement so dicht wie möglich neben einen IC gesetzt werden muss, wo der Platz aber sehr begrenzt ist.
Sicherlich sind bis zur Serienreife der 01005-Bestückung noch einige technische Herausforderungen zu lösen. So wird beispielsweise eine noch präzisere Bestücktechnik als bei der 0201-Bestückung nötig, und alle Prozessschritte müssen genau aufeinander abgestimmt sein, da Reparaturen an den Produkten fast unmöglich werden.
Optimierung der Prozessschritte
Das Siplace Team arbeitet an der Lösung all dieser technischen Herausforderungen und dabei eng mit den verschiedenen Lieferanten in der SMT-Prozesskette, wie Bauelementefertigern, Drucker- und Schablonenherstellern, zusammen. Nur so lassen sich alle notwendigen Prozessschritte optimieren (Bild 3).
Besonders anspruchsvoll ist neben der eigentlichen Bauelementeherstellung der gesamte Druckprozess. Alle Details müssen exakt zusammenpassen – von der Genauigkeit der Leiterplattenstrukturen, über die Lotpaste, die präzise Schablonenherstellung bis zu exakten Druckparametern. Denn die Qualität des Lotpastenauftrags wirkt sich unmittelbar auf alle nachfolgenden Prozessschritte aus. Die Schwierigkeit, die bei der Verwendung von immer kleineren Bauelementen entsteht, verdeutlicht folgendes Beispiel. Der Einsatz kleinster Bauelemente stellt größte Herausforderungen an den gesamten Prozess „Drucken“, und alle Prozessschritte müssen exakt aufeinander abgestimmt werden. Bei der Schablonenherstellung wird als allgemeine Regel ein „Area Ratio“ herangezogen, also das Verhältnis der Schablonenöffnung zur Wandung der Öffnung. Ein Area Ratio > 0,66 gewährleistet ein gutes Auslöseverhalten der Paste. Geht man nun für 0201 von einer Öffnung von kleiner 300 x 300 µm aus, müssen bei 01005 die Schablonenöffnungen kleiner als 200 x 200 µm sein. Gemäß dieser allgemein angewandten Regel zeigt sich in Tabelle 2, dass eine 5 mil (120 µm) Schablone, wie sie heute in den meisten Fertigungen üblicherweise verwendet wird, nicht mehr einsetzbar ist. Die Schablone sollte höchstens 4 mil, für 01005 sogar nur 3 mil dick sein. Werden ausschließlich kleine Bauelemente bestückt, mag dies auch möglich sein. Bei einem höheren Bauelemente-Mix auf der Baugruppe sind jedoch Prozessprobleme wie „Tomb-stoning“ für größere Bauelemente zu erwarten. Abhilfe kann hier eine gestufte Schablone oder eine sorgfältige Auswahl der Lotpaste schaffen.
Neben dem Druckprozess ist aber ein hochgenauer und zugleich schneller Bestückprozess ebenso wichtig. Wird die Gesamt-Bestückleistung der Maschine oder Linie durch die Verwendung von 01005-Bauelementen reduziert, rechnet sich der Einsatz dieser Bauform sicher nicht. So ist es vor allem die Kombination von höchster Bestückleistung mit gleichzeitig hoher Bestückqualität auch für 0201 und kleinere Bauelemente, die gefragt ist bei Elektronikfertigern.
Wie die Erfahrung mit 0201 gezeigt hat, sind zur Optimierung des Bestückprozesses vor allem Zuführmodule, das Pipettendesign, das Visionsystem und Verfahrprofile beim Abholen und Bestücken zu betrachten.
Die Zuführung muss hoch präzise und schnell zugleich sein. Nur ein genaues Vermessen der Abholposition der Bauelemente garantiert eine hohe Abholrate von Anfang an. So wird schon bei 0201 zur Lageerkennung nicht eine Förderermarke verwendet, sondern das Bauelement oder die Bauelementetasche selbst. Ist das erste Bauelement abgeholt, garantiert das „online learning“ der Abholposition eine konstant hohe Abholrate und eine hohe Abholgenauigkeit.
Hardwarefaktoren
Beim Design der Pipetten ist zu bedenken, dass der Abstand zwischen den Bauelementen so gering wie möglich sein soll, nur dann macht der Einsatz solch kleiner Bauelemente Sinn. Die Pipettenspitze sollte nur wenig größer als das Bauelement sein. Gleichzeitig muss natürlich ein höchstmögliches Saugvolumen bereitgestellt sein, um die Prozesssicherheit zu gewährleisten. Auf Grund der Pipettengröße hat sich für die sehr kleinen Bauelemente das „berührungslose Abholen“ bewährt. Bei diesem Vorgang bleibt die Pipette kurz über dem Bauelement in der Tasche stehen und „saugt“ es aus dem Gurt.
Das Visionsystem muss eine ausreichend hohe Auflösung haben und schnelle Algorithmen bieten. Um eine hochgenaue und schnelle Erkennung zu gewährleisten, sollte jedes Bauelement separat im Visionsystem betrachtet werden. Denn ein 01005-Bauelement benötigt natürlich andere Beleuchtungsparameter wie z.B. ein Chip Scaled Package. Werden mehrere Bauelemente auf einmal aufgenommen und gleichzeitig im Visionsystem betrachtet, können immer nur mittlere Beleuchtungsparameter, aber nie die optimalen eingestellt werden. Eine präzise Bestückung kann aber nur durch eine optimale Erkennung des Bauelementes gewährleistet werden. Die aber ist notwendig, um solch kleine Bauelemente auf engstem Raum zuverlässig zu bestücken.
Bei der Bestückung sollten die Verfahrprofile und die Blasluft zum Absetzen des Bauelementes individuell einstellbar sein, um eine Anpassung an verschiedene Prozessbedingungen zu gewährleisten. Gleichzeitig müssen unvermeidbare Toleranzen der Leiterplatte und der Bauelemente ausgeglichen werden, deshalb sollte die Bestückhöhe bzw. Bauelementehöhe kontinuierlich überprüft und gegebenenfalls korrigiert werden. So werden Bestückgenauigkeiten oder Lotkugelbildung vermieden.
Auf Grund dieser sehr anspruchsvollen Herausforderungen an den SMT-Bestücker ist die enge Zusammenarbeit der verschiedenen Bauelemente-, Lotpasten- und Schablonenlieferanten sowie den SMT-Druckerherstellern in der Entwicklungsphase absolut notwendig. So müssen Bauelemente frühzeitig im Gurt verfügbar sein, um Zuführmodule zu testen. Gleichzeitig ist natürlich der Bauelementehersteller darauf angewiesen, dass seine Gurte vor dem Serienstart unter Fertigungsbedingungen getestet und gegebenenfalls angepasst werden können. Das Feintuning von Verfahrprofilen und Pipetten kann nur bei der Bestückung in Lotpaste erfolgen. Ob eine neue Lotpaste tatsächlich für die kleinsten Bauelemente geeignet ist, zeigt sich erst, wenn das Bauelement unter Serienbedingungen auf einem Automaten bestückt wurde. Beispiele wie diese lassen sich natürlich noch viele finden. Genau deshalb legt man bei Siplace Wert darauf, die Trends auf dem SMT-Markt genau zu beobachten und aufzugreifen, um frühzeitig mit der Untersuchung und der Prozessoptimierung für neue Bauelemente, Leiterplatten usw. beginnen zu können. Grundsätzlich bilden jedoch die hervorragenden Erfahrungen bei der Entwicklung des 0201-Bestück-Prozesses die Grundlage dafür, dass auch für die 01005-Bauelemente rechtzeitig zur Serienproduktion ein erprobter Bestückprozess bereit stehen wird.
EPP 430
Unsere Webinar-Empfehlung
.png)
Die 3D-Messung und Inspektion des Lotpastendrucks ist ein wichtiges Qualitätswerkzeug. Dieses funktioniert nur mit den richtigen Toleranzen und Eingriffsgrenzen.
Teilen:








{kind=link}