Während sich die Elektronikhersteller auf das bleifreie Zeitalter vorbereiten, das offiziell im Juli 2006 beginnt, wird deutlich, dass der gesamte Bestückungsprozess, beim Schablonendruck angefangen, einer umfassenden Neubewertung bedarf. Neue Untersuchungen von DEK belegen beispielsweise die Notwendigkeit von Schablonenänderungen, wenn die neuen Pb-freien Pasten optimal genutzt werden sollen.
Clive Ashmore, DEK, Bad Vilbel
In der Morgendämmerung des bleifreien Zeitalters müssen Elektronikhersteller zu dem von der EU auf das Jahr 2006 festgelegten Schlusstermin für die Umstellung betriebsbereite Prozesse vorhalten. Wenn Elektronikhersteller aber erwarten, sie könnten einfach auf die vom bewährten Lieferanten empfohlene bleifreie Rezeptur umsteigen, und müssten dann nur noch das vorgeschlagene Reflowprofil nachfahren, dürfen sie nicht notwendig auf Erfolg rechnen: so viel ist selbst jetzt schon klar.
Es wird nämlich immer deutlicher, dass Elektronikhersteller die Auswirkungen der Pb-freien Pasten und ihrer Eigenschaften auf jede Phase des Bestückungsvorgangs verstehen müssen, wenn sie sich bei der Umstellung auf die neuen Prozesse vor unangenehmen Überraschungen schützen wollen. So haben beispielsweise neue Untersuchungen bei DEK gezeigt, dass die Wiederholgenauigkeit beim Pb-freien Schablonendruck stark von den Merkmalen der Schablone abhängt, und zwar sowohl vom Schablonenwerkstoff als auch von der eingesetzten Fertigungstechnologie. Außerdem wurde beobachtet, dass sich Pb-freie Pasten verschiedener Hersteller selbst dann unterschiedlich verhalten können, wenn ihnen dieselbe Lotlegierung zugrunde liegt. Soweit es um die lieferantenbedingten Variationen des Pastenverhaltens geht, dürften die Pb-freien Lotpastenrezepturen im Laufe der Zeit so stark konvergieren, dass ihre Abweichungen voneinander sehr klein werden, wie dies bei den Pb-reichen Pasten schon geschehen ist. Bis dahin zeigen die Pasten verschiedener Lieferanten aber ein unterschiedliches Verhalten. Diese Effekte sind noch nicht einmal von den Lieferanten selbst umfassend beschrieben worden, die auch ihre Ursachen nicht völlig verstehen. Die hier beschriebenen Versuche sollten deshalb klären, welche Auswirkungen Schablonenwerkstoffe und die Technologien der Schablonenfertigung auf den Schablonendruck haben, für den Pb-freie Lotpasten von zwei führenden Lieferanten sowie eine wohl bekannte Pb-reiche Paste als Kontrolle verwendet wurden. Obwohl die ausgewählten Pb-freien Lotpasten auf derselben Lotlegierung basierten, führte das unterschiedliche rheologische Verhalten unter den Versuchsbedingungen zu unterschiedlichen Ergebnissen.
Zielvorgaben
Im Versuch sollten die Schabloneneigenschaften und das Pastenverhalten miteinander verglichen werden. Hierfür wurde die Prozessleistung aus der Pastentransfereffizienz sowie Cp und Cpk aus Daten zur Höhe, zur Fläche und zum Volumen der Lotpaste berechnet. Diese Daten wurden für eine aussagekräftige Anzahl von Depots erhoben, die mit unterschiedlichen Schablonen und Pasten angelegt worden waren. Die Untersuchung konzentrierte sich auf sieben Schablonentypen, die jeweils mit den beiden Pb-freien Pasten und der Pb-reichen Paste zum Einsatz kamen. Insgesamt wurden mit den sieben Schablonen und den drei Pasten also 21 Versuche durchgeführt. Für jedes Experiment wurde ein Satz von fünf Leiterplatten sequenziell in drei Losen bedruckt. Das hatte zur Folge, dass in dieser Studie 5,5 Millionen Datenpunkte erzeugt wurden. Die Schablonenaperturen waren sowohl parallel als auch senkrecht zum Transferkopf angeordnet. Zur Messung der Druckqualität und zur Defekterfassung wurde ein Lotpasteninspektionssystem vom Typ Cyber Optics SE300 eingesetzt.
Versuchsbedingungen
1. Druckmaschine
Für die Untersuchung wurde ein Drucker DEK Horizon verwendet. Die Kalibrierung erfolgte nach den Vorschriften des Herstellers. Dabei wurde verifiziert, dass die Ausgangswerte für Cp und Cpk über den Mindestwerten von 1,6 lagen, die für diesen Maschinentyp vorgeschrieben sind. Um die Größe des statistischen „Rauschens“ zu minimieren, wurden im Versuch durchgehend dieselbe Maschine, dieselbe Schnittstelle und dieselben Transferköpfe sowie derselbe Satz von Substraten verwendet.
2. ProFlow DirEKt Imaging
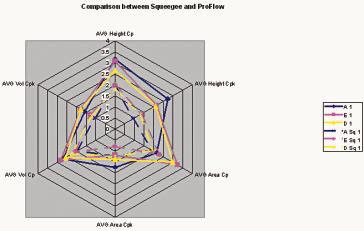
Der Feststoffgehalt der derzeit führenden Pb-freien Pasten ist in der Regel höher als bei den herkömmlichen SnPb-Rezepturen, und deshalb sind sie auch viskoser. Das ist zwar allgemein bekannt, es hat aber auch Folgen für den Schablonendruck. Nicht nur hängt die Effizienz der Pastenfreisetzung direkt von der Pastenviskosität ab, sondern sie ändert auch den Zusammenhang zwischen Verfahrgeschwindigkeit und Aperturfüllung. Außerdem sorgen die größeren Kosten für Pb-freie Pasten, die sich aus dem höheren Zinngehalt (Sn) ergeben, dafür, dass vermehrt Gewicht auf die Materialwirtschaft und den Erhalt der Einsatzstoffe gelegt wird. Deshalb dürfte ProFlow DirEKt Imaging für die Pb-freie Bestückung zum Verfahren der Wahl werden, denn diese Transfertechnologie bietet eine viel effizientere und besser wiederholbare Aperturfüllung als der Rakeldruck. Das letzte Bild dieses Beitrags (Bild 7) zeigt, dass im Hinblick auf die Abmessungsreproduzierbarkeit der Pastendepots, mit ProFlow eine genauere Prozesssteuerung als beim Rakeldruck erzielt werden kann. Außerdem konnte für die ProFlow-Ausführungen mit nachfüllbarem Kopf und Kassettensystem bei Pb-reichen Pasten eine erhebliche Reduzierung der Verluste belegt werden; bei den neuen, kostenträchtigeren Pb-freien Pasten sind die Einsparungen entsprechend höher.
3. Einsatzstoffe
Die bei dieser Untersuchung verwendeten Lotpastenproben werden in Tabelle 1 zusammengefasst. Alle in Tabelle 1 aufgeführten Proben sind im Handel erhältlich.
4. Schablonen
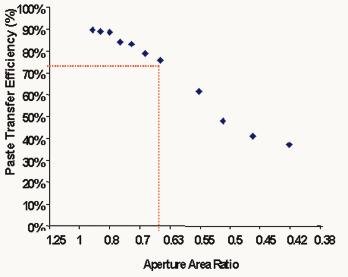
Die Schablonenaperturen entsprechen den bewährten Auslegungsrichtlinien für QFPs mit einem Raster von 0,5 mm, QFPs mit einem Raster von 0,4 mm und CSP-Gehäusen mit einem Raster von 0,5 mm. Das Flächenverhältnis wurde absichtlich so gewählt, dass sich ein robustes Prozessfenster ergibt. Die in Tabelle 2 aufgeführten Aperturgeometrien wurden durch Anwendung der Flächenverhältnisformel aus Bild 1 bestimmt.
In Tabelle 3 werden die in dieser Untersuchung eingesetzten Schablonenwerkstoffe und Herstellungsverfahren zusammengefasst. Da bei der Schablonenfertigung mit unterschiedlichen Verfahren, Werkstoffen und Prozessen gearbeitet worden war, wurde vor weiteren Maßnahmen die Maßhaltigkeit und Positionsstabilität der Aperturen relativ zu den Gerber-Quelldaten überprüft. Bild 1 zeigt die Ergebnisse dieser Prüfung.
Analyse der Lotpasten
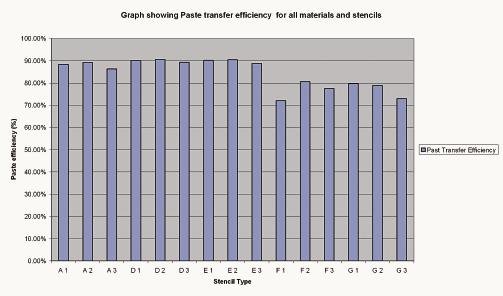
Mit dem Lotpasten-Inspektionssystem wurden zunächst die Daten zur Höhe und Fläche der Depots erfasst; dann wurde das freigesetzte Pastenvolumen für jeden Aperturtyp zusammengefasst und grafisch dargestellt. Die Ergebnisse machen deutlich, dass es einen Zusammenhang zwischen der Wiederholgenauigkeit des Pastenvolumens und der Maßhaltigkeit der gewählten Schablonentechnologie gibt. Von Kapton beispielsweise ist bekannt, dass seine Maßhaltigkeit die schlechteste aller geprüften Werkstoffe ist. Es wurde deshalb zu illustrativen Zwecken in die Versuchsreihe aufgenommen. Bild 3 zeigt die Ergebnisse aus der Untersuchung zur Pastentransfereffizienz und bestätigt die Überlegenheit der galvanogeformten Nickelschablone.
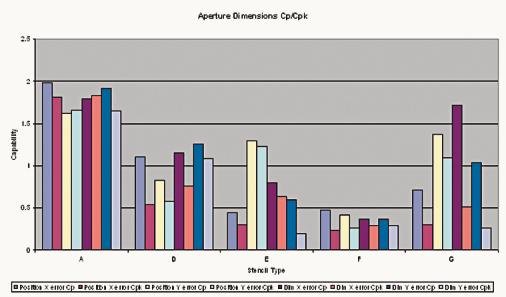
Aber auch wenn die galvanogeformte Schablone erwartungsgemäß technologisch in Führung lag, blieben die Ergebnisse hinter den Erwartungen zurück. Interessanterweise zeigte die Hybridschablone bei beiden Pb-freien Lotpasten sowie beim Pb-reichen Material bemerkenswert gute Freisetzungseigenschaften. Der Unterschied zwischen den beiden Pb-freien Pasten ist ein weiteres signifikantes Ergebnis dieser Untersuchung. In nahezu allen Fällen erfolgte der Transfer von Paste 3 weniger effizient als der von Paste 1. Die Bewertung der Lotpasten ist deshalb eine wichtige Aufgabe, der sich der Prozessingenieur stellen muss. Die Bilder 4 und 5 untermauern diesen Punkt. Ersichtlich ist das Prozessfenster für Paste 3 enger, und zwar ungeachtet des Umstands, dass die Lotlegierungen in ihrer Zusammensetzung identisch sind.
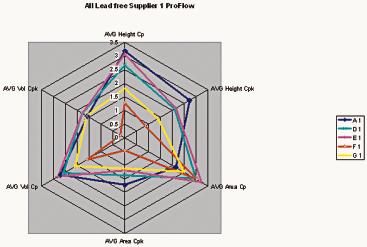
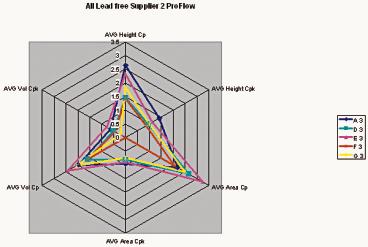
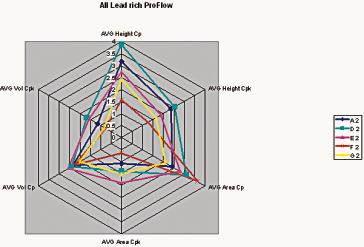
Berechnet man Cp und Cpk aus den akkumulierten Daten für das mittlere Volumen sowie für die mittlere Fläche und Höhe, wie sie im Pastenfreisetzungstest ermittelt worden sind, zeigt sich erneut, dass Schablonentechnologie und Wahl der Lotpaste erheblichen Einfluss auf den gesamten Druckprozess haben.
Was sich abzeichnet, ist ein Kompromiss zwischen Prozessleistung und Schablonentechnologie. Die galvanogeformte Schablone bietet eine hervorragende Leistung. Dicht dahinter liegt die Hybridschablone, der dann die Standardschablone im Laserzuschnitt folgt.
Analyse der Schablonentechnologien
Konzentriert man sich primär auf die Cp- und Cpk-Daten nur für das Volumen, ergibt sich aus den Bildern 4 und 5, dass die galvanogeformte Nickelschablone E und die Hybridschablone D vom Bleigehalt erheblich weniger beeinflusst werden. Eine Beschränkung auf die Volumendaten ist zulässig, weil die Güte der mechanischen Verbindung zwischen Bauteilanschluss und Anschlussfläche zu großen Teilen durch das Pastenvolumen bestimmt wird. Ein Vergleich von Bild 4 mit Bild 6 zeigt auch, dass die Pastenfreisetzungseffizienz beim Übergang von Pb-reich zu Pb-frei von Schablone G besser erhalten wird, als von Schablone A. Da der einzige signifikante Unterschied der hohe Nickelgehalt von Schablone G ist, scheint die Wiederholgenauigkeit des Pastenvolumens bei Pb-freien Lotpasten auch vom Basiswerkstoff der Schablone abzuhängen.
Interessanterweise zeigte Cp (Wiederholgenauigkeit) bei allen Schablonensätzen mit dem Pb-reichen Material eine gute Leistung; dies könnte durch den Umstand erklärt werden, dass die Aperturauslegungen über einem Flächenverhältnis von 0,66, und damit deutlich innerhalb des robusten Prozessfensters lagen. Es sollte aber auch nicht verschwiegen werden, dass Pb-reiche Pasten in vielen Evolutionsjahren von den Aperturmerkmalen unabhängiger geworden sind. Demgegenüber sind Pb-freie Einsatzstoffe noch nicht so ausgereift. Dies könnte erklären, warum die Volumenwiederholgenauigkeit von den Aperturmerkmalen abzuhängen scheint. Im Lauf der Zeit werden wahrscheinlich auch die Pb-freien Pasten einen vergleichbar robusten Zustand erreichen.
Schluss- folgerungen
Die in der Untersuchung erhobenen Daten zeigen, dass eine präzise gefertigte Schablone mit guter Maßhaltigkeit der Aperturen von hoher Bedeutung ist, wenn es um den Schablonendruck für elektronische Baugruppen mit Pb-freien Pasten geht, die fundamentalste Anforderung. Dann wächst die Bedeutung des Schablonenwerkstoffs. Insbesondere scheint der Nickelgehalt die Pastenfreisetzung zu unterstützen. Dies wird durch die Leistung der galvanogeformten Nickelschablone bestätigt, die nur wenig besser war, als die per Laser aus einer Nickelfolie geschnittene Hybridschablone. Diese erzielte ihrerseits eine erheblich bessere Volumenwiederholgenauigkeit, als die Schablone aus Edelstahl mit hohem Nickelgehalt, der die lasergeschnittene Standardschablone aus Edelstahl folgte.
Der Druck mit gekapselten Kopf unter Einsatz einer Technologie wie z.B. ProwFlow gewährleistet im Einsatz mit Pb-freien Pasten der jüngsten Generation ein besseres Wiederholverhalten. Außerdem wird dadurch der Pastenabfall reduziert. Dies ist bei den Pb-freien Pasten mit ihrem hohen Zinngehalt von größerer Bedeutung, als bei den ausscheidenden Pb-reichen Pasten.
SMT, Stand 7-307
EPP 425
Unsere Webinar-Empfehlung

10.10.22 | 10:00 Uhr | Conformal Coating ist ein wichtiges Verfahren, um elektronische Baugruppen vor dem vorzeitigen Ausfall zu schützen. Damit bekommt der Beschichtungsprozess eine immer höhere Bedeutung. Dabei ist die Auftragsstärke ein wichtiges Qualitätskriterium. Nur eine…
Teilen:








{kind=link}