
Funktionstest ist in vielen Prüffeldern das einzige angewandte Prüfverfahren. Speziell in Bereichen mit kleinen bis mittleren Serien, großer Losvarianz und hoher Typenvielfalt war es bisher schwierig, mit anderen Testverfahren die angestrebten Qualitätskosten zu erreichen. Hier bietet die Flying-Probe-Technik neue Ansätze.
Jörg Lewandowski, Itochu Systech, Düsseldorf & Axel Dittus, inovel elektronik, Friedrichshafen
Seit 2007 entwickeln Itochu SysTech und inovel elektronik gemeinsam Hard- und Software, um die Flyingprobe-Technik für Funktionstests optimal und standardisiert nutzen zu können. Mit den Produkten Lynx und Merlin können umfassende Funktionstests ergonomisch generiert und die In-System-Programmierung von Bausteinen ermöglicht werden
Mit der Flying-Probe-Technik ist das sequenzielle Testen von Bauteilen auf der bestückten Baugruppe realisierbar. Verfahrbare Nadeln kontaktieren mit hoher Geschwindigkeit Testpunkte oder Bauteilpads. Ein Adapter ist nicht erforderlich, die Testprogrammerstellung erfolgt hocheffizient aus den CAD-Daten der Baugruppe.
Für den Test spielen die Kenntnisse über die Funktion der Baugruppe eine untergeordnete Rolle. Eine Fehlerlokalisierung ist schnell und einfach, da in der Regel jedes Bauteil erfasst wird. Über integrierte Visionsys- teme wird die Testabdeckung zusätzlich erhöht.
Kombination eliminiert Nachteile
Durch die Kombination bzw. die Integration des Funktionstests in der Flying Probe ist ein flexibles Gesamtsystem mit neuen Möglichkeiten entstanden. Die Rüstkosten werden deutlich reduziert. Durch das Abarbeiten von zwei Prüfprozessen in einer Testinstanz ist der Handlingsaufwand geringer. Wesentlich ist, dass sich durch die Kombination von Funktions- und MDA-Test in der Flying-Probe die Nachteile der beiden Testverfahren nahezu eliminieren.
Ein wesentliches Merkmal dieser Kombination ist die Möglichkeit, bedingte MDA-Tests zu generieren. Das bedeutet, dass Bauteile, die einem Funktionsblock zugewiesen wurden nur dann geprüft werden, wenn die Blockfunktion nicht gegeben ist. Die Vorteile sind bestechend, denn es lassen sich nicht nur erhebliche Testzeiteinsparungen bei größerer Abdeckung realisieren, sondern auch Funktionstests mit qualifizierter Fehleraussage definieren. Um Testschritte möglichst effizient erzeugen zu können, werden einmal definierte Blockstrukturen mit den Einstellungen von Stimulations- und Messgeräten in einer Datenbank abgelegt. Neue Projekte können so auf vorhandenen Blockstrukturen automatisch untersucht werden. Bei Projekten mit identischen Funktionsblöcken ist es nicht notwendig, jeden Block einzeln zu definieren. Der Aufwand für die Programmerzeugung kann somit erheblich reduziert werden.
Um eine Beschädigung der Baugruppe auszuschließen, werden den funktionalen Prüfungen bestimmte MDA-Tests generell vorangestellt. So können zum Beispiel verpolte Bauteile oder Kurzschlüsse vor dem Anlegen der Versorgungsspannung detektiert werden. Ziel dieser Vorgehensweise ist es, mit gerings- ten Initialkosten maximale Testabdeckung zu erreichen. Merlin I/O Builder wird als Floating- Lizenz angeboten und kann beliebig oft in-stalliert werden. Die Überwachung erfolgt über eine Lizenzdatei, es ist kein Dongle notwendig.
Flexibles Kommunikations- und Programmierinterface
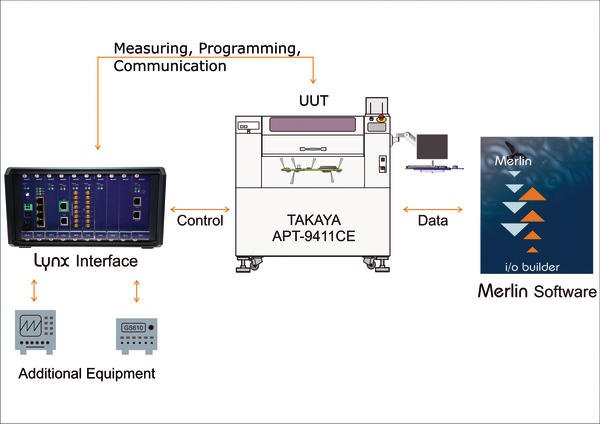
Das speziell für die Takaya-Flying-Probe-Systeme entwickelte Hardwarepaket Lynx kann externe Mess- und Stimulationselektronik frei auf den internen APT-Messbus, und damit auf die Prüfnadeln (fest oder fliegend) schalten. Auf der internen Rechnereinheit läuft ein Linux-Betriebssystem. Die Kommunikation mit dem Testsystemrechner erfolgt über Ethernet. Im Vollausbau ist eine Programmiereinheit integriert, die es ermöglicht, die Bausteinprogrammierung in den Testablauf einzubinden. Unterstützt werden derzeit alle gängigen In-System-Programmierschnittstellen und ca. 3000 Bausteine. Das Programmiersystem-Modul der Merlin I/O-Builder-Software unterstützt den Anwender dabei mit einfachen Auswahl- und Speichermöglichkeiten bis hin zur Datenbank-gestützten Versionsverwaltung der Programmier-Files und den dazugehörigen Programmier-Parametern für die Zielhardware.
Die Rückverfolgbarkeit ist vollständig gegeben. Für kritische Programmier-Anwendungen, bei denen die Kabellänge problematisch ist, steht eine externe Programmiereinheit mit zwei Kanälen zur Verfügung. Diese kann direkt am Prüfling im Maschinen-Tray installiert werden. Der modulare Systemaufbau erlaubt es, weitere Programmiereinheiten zu integrieren. So kann die Anzahl der Programmierkanäle angepasst, oder die Parallelprogrammierung von mehreren Bausteine realisiert werden.
Lynx ermöglicht des weiteren Tests für diverse Schnittstellen wie CAN, RS232, RS485, I2C, USB und andere. Bis hin zur „komplexen“ Kommunikation mit dem Prüfling sind diese Funktionen sehr einfach mit dem Merlin I/O Builder generierbar. Über Java-Klassen, die der Anwender auch selbst definieren und einbinden kann, sind auch ganz spezielle Protokolle realisierbar. Standardprotokolle wie beispielsweise CANopen sind im Basispaket bereits implementiert. Das Lynx Interface ermöglicht zusätzlich zu der Takaya-Messelektronik die einfache Einbindung externer, LAN-fähiger, Mess- und Stimulationsgeräte in das System. Die jeweilige aktuelle Maschinenkonfiguration kann vom Anwender über eine grafische Oberfläche definiert, und einem Projekt zugewiesen werden.
Anwendungsbeispiel CANopen-Compactcontroller
Eine Offline-Version soll in naher Zukunft das Debuggen am Labortisch ermöglichen und somit Ausfallzeiten an der Produktionsmaschine reduzieren. Ein weiteres Ziel dieser Offline-Version von Merlin und Lynx ist es auch, eine flexible Desktoplösung für Funktionstests und Programmierung für Kleinserien und Laboranwendungen anbieten zu können.
Grundsätzlich bestehen verschiedene Mög- lichkeiten die Verfahren, je nach Anforderung, im System zu kombinieren. In der Regel wird dem Funktionstest immer ein MDA-Test zum Fehler aufspüren vorangestellt, die beim Auftasten der Versorgungsspannung zur Zer- störung der Baugruppe führen können. Je nach Anforderung können MDA- und Funktionstest in getrennten Programmen abgearbeitet werden. Um Testzeiten zu minimie-ren, ist es sinnvoll die beiden Verfahren in „Conditional-Tests“ zu kombinieren. Die Software zur Programmerstellung unterstützt alle Varianten.
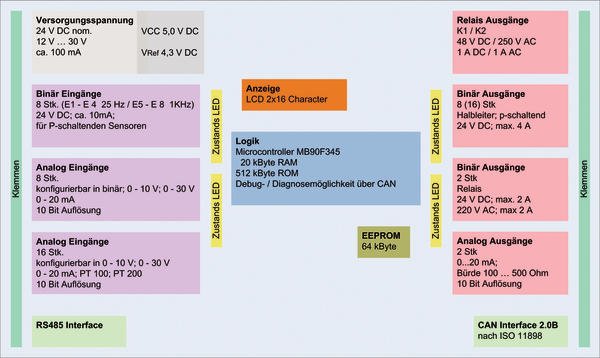
Im folgenden Beispiel wird anhand der Baugruppe CANopen-Compactcontroller ein Funktionstestablauf beschrieben. Die Kontaktie-rung der Programmier- und Kommunikations-schnittstelle erfolgt über ein standardisiertes feststehendes Nadelpaket von der Lötseite. Zunächst werden die Stromaufnahme und alle Analogspannungen auf dem Board gemessen. Nach dem Upload von Bootloader und Applikation im Controllerspeicher legt das Testsystem produktionsrelevante Daten im Speicher des Prüflings ab.
Bei den analogen Eingängen werden jeweils Offset und Verstärkungsfaktor in den verschiedenen Modi (4 – 20 mA, 0 – 10 V, 0 – 30 V, PT100, PT200) automatisch abgeglichen. Dazu wird der entsprechende Kanal der Baugruppe in den gewünschten Bereich geschaltet. Eine hochgenaue Quelle-Senke stimuliert die entsprechenden Analogwerte über fliegende Nadeln an den Eingängen der Baugruppe. Die aus dem Ergebnis abgeleiteten Korrekturwerte für Offset werden im Memory des Prüflinges abgelegt. Selbst der Abgleich der Analogaus-gänge ist entsprechend realisiert. Ähnlich wird mit den digitalen Eingängen verfahren, die Stimulation erfolgt über die Quelle-Senke, das Zurücklesen über den Baugruppencon-troller. Das Ergebnis wird über CAN-Bus von der Baugruppe abgeholt und vom Testsystem verglichen.
Auch ein Belastungstest der Halbleiter-Ausgänge kann unter reellen Bedingungen erfolgen, und die Ausgänge via CAN-Bus aus dem Testprogramm heraus gesetzt werden. Über die fliegenden Nadeln wird die Quelle-Senke aufgetastet und so ein Laststrom von bis zu 3 A realisiert. Mit den Relaisausgängen wird entsprechend verfahren. Die interne Meeinheit der Flyingprobe misst die Kontaktwiderstände. Mit Hilfe der flexiblen Kommunikationseinheit wird über die fliegenden Nadeln die RS485-Schnittstelle des Moduls getestet.
Fazit und Ausblick
Durch die Integration des Funktionstest in der Flying Probe ist eine sehr flexible Lösung geschaffen worden, welche für kleinere und mittlere Losgrößen optimal geeignet ist. Alle wichtigen Prozessschritte werden in einem Arbeitsgang erledigt: die Baugruppe wird ICT geprüft, programmiert, kalibriert und auf Funktion getestet. Komplexe Prüfaufbauten sind nicht erforderlich, die Programme und Ergebnisse sind reproduzierbar und können standardisiert dokumentiert werden.
Selbst im Prototypenstatus ist eine umfassende Prüfung wirtschaftlich möglich, die den Anforderungen des Serientests gerecht wird. Bei Themen wie Prototypenfertigung und „End of Life Management“, aus Sicht des Prüffelds ein schwieriges Thema, sind geringste Qualitätskosten erreichbar.
Durch hochkomplexe Baugruppen mit immer kürzeren Produktlebenszyklen und einer hohen Typenvielfalt gewinnen innovative Teststrategien immer mehr an Bedeutung. Die Kombination von verschiedenen Testverfahren, ohne dabei auf die Flexibilität verzichten zu müssen, sind der ideale Ansatz, um sich Wettbewerbsvorteile in einem dynamischen Umfeld sichern zu können. Nun ist eine Lösung erhältlich, die den individuellen Testanforderungen unterschiedlichster Anwender gerecht wird.
SMT/Hybrid/Packaging
Stand 6-332
Unsere Webinar-Empfehlung
.png)
Auch dieses Jahr präsentiert Koh Young wieder aktuelle Trends und „State of the Art“ Technologie aus der optischen Inspektion und 3D-Messung auf der Productronica in München. Aber wir alle kennen das Problem voller Terminkalender, Reisebeschränkungen oder fehlender Zeit, um in…
Teilen:








{kind=link}