

Allgemein weiß man, dass durch den Dampf in einer Dampfphasen-Lötanlage Wärme übertragen wird, und die Bauteile dadurch verlöten. Aber was passiert da eigentlich genau bei der Wärmeübertragung? Was bewirkt der Dampf wirklich? Hier werden die Grundlagen der Prozesstechnik für die Dampfphasen-Lötanlagen der 3. Generation von Asscon beschrieben.
Uwe Filor, Asscon, Königsbrunn
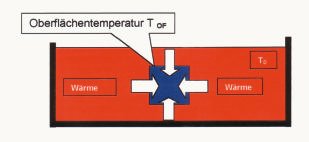
Das Dampfphasen-Löten ist auch unter der Bezeichnung Kondensationslöten bekannt. Aber auch hier die Frage, was passiert da genau mit der Kondensation bzw. mit dem Dampf. Hilfreich hierbei ist die Grundlage der Wärmeübertragung. Will man beispielsweise eine Masse (m) von Raumtemperatur (T0) auf eine höhere Temperatur (TD) z.B. 200 °C erwärmen, ist hierbei die Wärmeübertragung ausschlaggebend (Bild 1). Was hier recht trivial klingt, verbirgt aber die Zusammenhänge des Systems.
Man stellt fest, (Bild 2) dass die Oberflächentemperatur (TOF) mit der Zeit (t) zunimmt, und nach einer Zeit die Temperatur (TD) erreicht hat. Wie lange aber dauert so ein Vorgang und von welchen Faktoren ist er abhängig ? Der Grund liegt in der eingebrachten Wärmemenge (iQ), die für den Temperaturanstieg (iT) verantwortlich ist. Der Wärmestrom (IQ) bei einem wärmedurchlässigen System verläuft immer in Richtung der fallenden Temperaturen, wenn im Gesamtsystem ein Temperaturunterschied besteht. Der Wärmestrom ist umso größer, je größer die Differenztemperatur (TD -TOF), die Kontaktfläche (A) und der Wärmeübergangskoeffizient (h) ist. Die Temperaturzunahme steigt schneller je kleiner die Wärmekapazität (C=spezifische Wärmekapazität c * Masse m) ist.
Kommt man auf die Ausgangsfrage zurück, wie lange es von der Ausgangstemperatur T0 bis auf die Temperatur TD dauert, kann dies auch in einem Diagramm darstellt werden. Die Funktion ist TOF=T0+(TD-T0)(1-e-t/t). Es zeigt, dass schon nach einer Zeiteinheit (1t) 63% der Wärmeübertragung stattgefunden hat. Fasst man die obigen Erkenntnisse zusammen, so ist die Aufheizzeit (t) von der Masse (m), der spezifischen Wärmekapazität (c), der Oberfläche (A) und der Wärmeübergangskoeffizient (h) abhängig. Daraus ergibt sich t = c*m/A*h.
Bei der Anwendung der Formel kommt man schnell auf den Wärmeübergangskoeffizienten (h) als Variable. Alle anderen Faktoren können als konstant angenommen werden. Der Wärmeübergangskoeffizient wird im wesentlichen vom Lötverfahren bestimmt. Vergleicht man verschiedene Verfahren, so erscheint das Dampfphasen-Lötverfahren am besten geeignet, um die Wärme zu übertragen.
Verfahren h in Wm-2K-1
Infrarot 50 – 100
Zwangskonvektion 30 – 120
Dampfphase 400 – 700
(kondensierter Dampf)
Filmkondensation 4000 – 12.000.
Was geschieht jetzt an den Bauteilen mit dem Dampf? Fährt man eine zu lötende Leiterplatte in eine Dampfphasen-Lötanlage, so wird die gesamte Baugruppe mit einem Flüssigkeitsfilm umgeben, der sogenannten Filmkondensation. Vereinfacht ausgedrückt ist das so, als wenn man vom Skifahren kommt und mit der kalten Skibrille in eine schöne warme Skihütte geht. Die Skibrille beschlägt sofort. Man sieht erst dann wieder etwas, wenn die Skibrille die Raumtemperatur der Skihütte angenommen hat. Im Prinzip ist das Dampfphasen-Löten genauso.
Beim Eintauchen der Baugruppe in die Dampfphasen-Lötzone baut sich um die Baugruppe ein Flüssigkeitsfilm auf. Die Wärmeübertragung erfolgt durch Wärmeleitung innerhalb des Flüssigkeitsfilm und geht immer in Richtung des kälteren Teils, also in Richtung der Baugruppe. Dieses Abkondensieren am Flüssigkeitsfilm ist natürlich verbunden mit einer Aggregatzustandsänderung: Die Moleküle des Dampfes gehen vom Sattdampf in die Flüssigkeitsform über. Dieses Abkondensieren dauert so lange, bis die Temperatur des Sattdampfes die selbe Temperatur des Flüssigkeitsfilms hat. Sobald dieser Zustand erreicht ist, ist das Bauteil verlötet. Vergleicht man das wieder mit der Skibrille, ist der Verlötungseffekt gleichzusetzen, wenn man mit der Skibrille in der warmen Skihütte wieder etwas sieht.
Der Vorteil dieses Flüssigkeitsfilms ist eine horizontale gleichmäßige Temperaturverteilung auch unterhalb z.B. einer BGA-Baugruppe. Ist das Abkondensieren abgeschlossen, kann auch die Temperatur im System nicht höher werden. Das gilt sowohl für die Baugruppe, als auch für die Sattdampftemperatur. Eine Überhitzung ist rein physikalisch aufgrund der Aggregatszustände nicht möglich.
Aus wissenschaftlicher Sicht ist es auch möglich, die kondensierende Dampfmenge (m°) zu berechnen. Diese Beziehung wird anhand des Wärmestrom (f) durch die Verdampfungswärme (r) der Flüssigkeit bestimmt. Daraus ergibt sich dann m° = f / r. Somit kann rein rechnerisch genau die Dampfmenge bestimmt werden, die für die Kondensation notwendig ist.
Wie ist es möglich eine Lötbarkeitskontrolle durchzuführen, egal welche Masse eingefahren wird? Wie wird in der Anlage die Dampfmengenproduktion gesteuert? Dies sind Fragen, die im zweiten Teil behandelt werden. Dann wird auf das Anlagenkonzept und die Fertigungstechnologie eingegangen, und die Baureihe der 3.Generation von Asscon Systemen näher untersucht.
Unsere Webinar-Empfehlung

10.10.22 | 10:00 Uhr | Conformal Coating ist ein wichtiges Verfahren, um elektronische Baugruppen vor dem vorzeitigen Ausfall zu schützen. Damit bekommt der Beschichtungsprozess eine immer höhere Bedeutung. Dabei ist die Auftragsstärke ein wichtiges Qualitätskriterium. Nur eine…
Teilen:








{kind=link}