











Gäbe es eine bleifreie Schwall-Lotlegierung, die eine gleiche oder bessere Gesamteigenschaft als Sn63/Pb37 bietet, wäre das ein ideales Ersatzprodukt, doch leider gibt es diese nicht. Zur Zeit sind zahlreiche bleifreie Lotlegierungen erhältlich, die alle unterschiedliche Eigenschaften aufweisen. Für die Leiterplattenbestückung bedeutet das, dass eine Legierungsauswahl getroffen werden muss, was für viele Hersteller mit umfangreichen Versuchen und Untersuchungen ver- bunden ist, um eine fundierte Entscheidung treffen zu können.
Lourdes C. Palacio & Leroy Boone, Thomson Inc, Gerard P. Campbell, Cookson Electronics
Die Hauptkriterien für den Leistungsvergleich der zahlreichen Legierungen sind:
- Ausbeute bzw. Prozessresultat
- Wartung und Instandhaltung des Prozesses
- Kompatibilität von Bauteil und Platine
- Zuverlässigkeit während des Prozesses
- Gesamtbetriebskosten
Alle oben genannten Kriterien sind für die endgültige Entscheidung relevant. Anwender gewichten die Relevanz dieser Aspekte abhängig von den Anforderungen des jeweiligen Endgerätes und der Komplexität des Aufbaus unterschiedlich.
Erste Untersuchung der Legierungen
Für diese Untersuchung wurden vier Legierungen ausgewählt, das SAC305, SACX, Sn/Cu/Ni und eine Sn96Ag4-Legierung. Zuerst wurde eine theoretische Studie zur Bewertung der verschiedenen Eigenschaften der Legierungen durchgeführt, wobei zwei der Legierungen – SAC305 und Sn96/Ag4 – aufgrund der Kosten ausschieden. Der Silbergehalt von SAC305 und Sn96/Ag4 führte zu hohen Grundmaterialkosten verglichen mit den SACX- und Sn/Cu/Ni-Legierungen. Sowohl die SACX- als auch die Sn/Cu/Ni-Legierung sollten für bleifreie Schwall-Lötverfahren geeignet sein und ähnliche Eigenschaften wie SAC305 zu geringeren Kosten bieten.
Bestimmung der Prozesseffektivität
Es wurde ein Verfahrensversuchsplan erstellt um Ausbeute und Zuverlässigkeit neuer Lotlegierungen mit verschiedenen VOC-Flussmitteltypen, Leiterplattenoberflächen und Leiterplattendesigns, bei unterschiedlichen Verfahrensfenstern sowie Bauteiltypen zu bestimmen. Darüber hinaus wurden die Auswirkungen auf die für das Schwall-Löten verwendeten Anlagen beobachtet. Um diese Eigenschaften und das Verhalten des neuen Lots zu bestimmen, wurden durch verschiedene Prüfaufbauten mehrere Änderungen am Versuchsplan vorgenommen. Aufgrund der Zeitbeschränkungen und aus Gründen der Kosteneffektivität wurde ein vereinfachter Versuchsplan durchgeführt.
Zur Vorbereitung der Versuche wurde ein Team gebildet, das sich aus Mitarbeitern der Produktentwicklung und der Werkstofftechnik zusammensetzte. Die für Bleifrei-Lötverfahren kritischsten Bauteile wurden durch die Werkstofftechniker des Teams bestimmt. Auf Grundlage von Erfahrungen, die bei der Untersuchung mehrerer Hundert bestückter Leiterplatten nach dem Durchlaufen der thermischen Wechselzyklen gesammelt wurden, wurde klar, dass Probleme an den Lötverbindungen häufiger auftreten, wenn eine oder mehrere der folgenden Bedingungen vorliegen:
- 1. Unterschiedliche Ausdehnungskoeffizienten zwischen Bauteilen und Leiterplatte
- 2. Steife Verbindung zwischen den Lötverbindungen (normalerweise Bauteile mit verdrahteten Leitungen)
- 3. Starker Temperaturanstieg.
Normalerweise treten diese Bedingungen an folgenden Bauteilen auf:
- 1. Wärmeschilde oder Kühlkörper, die mit der Platine verdrahtet oder verlötet sind
- 2. Leistungsstarke Dioden (normalerweise Schnellschalter mit verdrahteten Leitungen)
- 3. Leistungswiderstände, die mehr als 2 Watt abgeben
- 4. Spannungsversorgungsregler
- 5. Leistungstransistoren
- 6. Integrierte Schaltkreise für Audio-Ausgänge
- 7. Große Transformatoren
- 8. Prüfanschlüsse oder -stifte
Es wurde festgestellt, dass sich diese Auswirkungen verschlechterten, wenn die Bauteile auf ebener Fläche bestückt waren oder die Platinen einen großen Kupferanteil aufwiesen.
Es müssen alle diese Teile an den Bauteilleitungen über bleifreie Oberflächen verfügen, um die Auswirkung der thermischen Ermüdung genau bestimmen zu können. Die Werkstofftechniker wurden auch in die Untersuchung der Lotlegierungen einbezogen. Sie halfen bei der Bestimmung des VOC-freien bzw. alkoholbasierten Flussmittels, wie auch bei der Frage des Lotdrahtes für Ausbesserungs- und Reparaturarbeiten. Die Produktentwickler wurden in Bezug auf kritische Bauteile, Leiterplattentyp und Leiterplattendesign einbezogen.
Im Rahmen dieser ersten Arbeiten wurde entschieden, einen einfachen veränderten Versuchsplan zu verwenden, der die vier Laminate FR4, CEM1, FR2 und FR1 umfasste, die für alle Platinen und in verschiedenen Prüfausführungen verwendet wurden. Ein Laminat wurde jedoch wegen seiner Eigenschaften und dem Kostenunterschied verworfen.
Als Oberflächen wurden Tauchsilber, Tauchzinn, zwei HASL-Beschichtungen (bleifrei) und vier organische Oberflächenbeschichtungen gewählt. Für die Prüfungen waren vier Lotlegierungen vorgesehen, von denen zwei aus Kostengründen ausschieden, so dass nur die beiden Kontrahenten, SACX und Sn/Cu/Ni verblieben. Es wurden fünf Flussmittel bewertet, jedoch wurden nur zwei ausgewählt, da diese normalerweise in anderen Versuchen verwendet werden.
Die Prozessparameter
Für den Versuchsplan wurden folgende Einstellungen für das Schwall-Lötverfahren gewählt:
- Temperatur des Löttiegels (250 ºC und 260 ºC)
- Vorheiztemperatur auf der Leiterplatten-Unterseite (115 ºC bis 141 ºC)
- Kontaktzeit in der Welle (2,5 bis 3,3 Sekunden)
- Geschwindigkeit (1,05m/min, 1,35m/min, 1,80 m/min)
- Atmosphäre für das Schwall-Löten (Luft und Stickstoff), die Prüfung in der Stickstoff-Atmosphäre wurde verworfen. Grund: Geringfügige Verbesserungen der Lötleistung könnten die Mehrkosten nicht ausgleichen.
Dies wäre eine sehr umfassende und kostspielige Versuchsdurchführung geworden. Das Verfahren wurde jedoch vereinfacht, indem für jede Bewertung bestimmte Läufe aus dem gesamten Versuchsplanablauf ausgewählt wurden.
Ergebnisse des veränderten Versuchsplans
Im Folgenden ist ein Beispiel des vereinfachten Versuchsplan-Experiments und der Ergebnisse aufgeführt. Der Abschnitt enthält ein Beispiel mit zwei Legierungen (SACX und Sn/Cu/Ni), drei Substraten (Tauch-Zinn [ImSn], Tauch-Silber [ImAg] und CuOSP), zwei Flussmitteln und drei Verfahrensparametern für den Lottiegel, Transportbandgeschwindigkeit und Vorheiztemperaturen.
Die Ergebnisse des Versuchsplanes zeigten, dass die SACX-Legierung eine bessere Gesamtleistung aufwies und ein größeres Prozessfenster zur Verfügung stellte. Die Gesamtzahl der Lötfehler war beim SACX-Lot wesentlich geringer, und insbesondere die Benetzungsfähigkeit war besser, was zu weniger Aussetzern, einem besseren Anlaufen, einem kleineren Benetzungswinkel und zu einer besseren Lochfüllung führte. Ein weiterer deutlicher Unterschied war die bei SACX weitaus geringere Krätzebildung gegenüber Sn/Cu/Ni.
Zuverlässigkeitsprüfung
Die mechanischen Eigenschaften einer Legierung hängen von ihrer Mikro- bzw. Feinstruktur ab. Die Zuverlässigkeit einer Lötverbindung ist sowohl von der Geometrie der Lötkehle als auch von den mechanischen Eigenschaften der Lotlegierung abhängig. Während der Lebensdauer eines gewöhnlichen Unterhaltungselektronik-Produkts unterliegen die bestückten Leiterplatten und ihre Bauteile normalerweise täglichen Ein-/Ausschaltzyklen, was zu Temperaturschwankungen führt. Die thermomechanische Ermüdung der Lötverbindungen wird durch die unterschiedlichen Wärmeausdehnungskoeffizienten des Bauteils und der Platine, den Abstand zwischen angrenzenden Kontaktstellen, die lokale Benetzung und die Geometrie der Lötkehle bestimmt. Zu Beschädigungen kommt es im Laufe der Zeit durch die relativ geringen Bewegungen dieser Oberflächen zueinander.
Es wurden die Mikrostrukturen verschiedenster Lötverbindungen untersucht, nachdem diese 300 thermische Wechselzyklen durchlaufen hatten, um die Widerstandsfähigkeit und Beständigkeit der Leiterplatten-Baugruppe in Bezug auf die Einschalt-Zyklen zu bestimmen. Thermische Zyklen außerhalb des normalen Betriebsbereiches sind eine gute Möglichkeit, die Belastungsgrenzen auf einen kurzen Zeitraum zu beschleunigen. Intuitiv lässt sich sagen, dass die Belastung mit einem größeren DT oder Temperaturbereich steigt. Die mechanischen Eigenschaften und das Verformungsverhalten der Lotmaterialien sind eine Funktion der Temperatur. Um eine gleich bleibende thermomechanische Belastung zu erreichen, darf der für die Ermüdungsbeschleunigung verwendete DT-Bereich die Temperaturen, die beim normalen Gebrauch auftreten, nicht überscheiten. Somit sind die Beschleunigungsfaktoren nur gering, so dass eine Lebensdauer von 10 Jahren auf 300 Zyklen projektiert wird. Die im Rahmen dieser Bewertung verwendeten thermischen Zyklustemperaturen betrugen –25 °C bis +85 °C. Als Prüfeinrichtung wurde eine Doppelkammer für die thermischen Wechselzyklen verwendet. Die Verweilzeit bei den oberen und unteren Temperaturen betrug 90 Minuten. Im Rahmen dieser Bewertung wurde jedes vollständige Prüfmuster (Probe) auf die Funktion getestet und bei 10-facher Vergrößerung optisch mit polarisiertem Licht auf Materialfehler untersucht, die den normalen Betrieb beeinträchtigen könnten. Ähnliche Prüfungen wurden im Intervall von je 100 thermischen Zyklen durchgeführt. Anschließend wurden die Proben wieder in die Prüfkammer gegeben.
Allgemein lässt sich sagen, dass für alle unterschiedlichen Prüfverfahren gleiche Bauteile gewählt wurden. Es war beabsichtigt, Bauteile mit großer Bodenfläche (steife Führungsstifte), kleineren Durchstiegsöffnungen (Widerstände, Dioden), Chip-Bauteile (kein BGA) und Bauteile mit anderen Materialien als Kupferlegierungen (versetzte Kontaktstellen, Kühlkörper-Kontaktstellen, verdrahtete Kontaktstellen usw.) abzudecken. Die wichtigsten Aspekte waren die Berücksichtigung der Differenz der thermischen Expansion zwischen den Bauteilen und der bestückten Leiterplatte sowie das Verbindungsverhalten zwischen den Lötverbindungen bei starkem Temperaturanstieg. Bei den untersuchten Bauteilen handelte es sich um diejenigen, bei denen die stärkste Beschädigung durch thermische Belastung (wie zuvor erläutert) erwartetet wurde. Nach dem Durchlaufen von 300 thermischen Wechselzyklen erstellte man Schliffe der Lötverbindungen von einigen Bauteilen. Dann wurden diese geschliffen und poliert, um die Bewertung durchzuführen.
Die Mikrostrukturen der Lötverbindung wurden nach dem Polieren ohne Ätzen mit einem Mikroskop mit verschiedenen Vergrößerungen untersucht. Es wurden 148 Mikroaufnahmen erstellt und miteinander verglichen, um dann anhand dessendie Lötverbindungen zu bewerten. Nach der Feststellung der Fehlermechanismen wurden die Lötverbindungen entsprechend den in Bild 1 gezeigten Ermüdungsgraden klassifiziert.
Für diese Untersuchung entschieden wir, die Fehlermechanismen in die Gruppen Bauteilfehler, Entwicklungsfehler und Legierungsfehler einzuteilen. Für jeden Fehlermechanismus gibt es eine entsprechende Mikroaufnahme und eine Erläuterung der möglichen zugrunde liegenden Ursache(n) in den Bildern 2 bis 14. Bild 2 und 3 (Vergrößerung: 100-fach) stellen typische Querschnitte von Lötverbindungen mit metall-ummantelten Kontaktstellen dar. Die schützende Kupferbeschichtung war in beiden Fällen OSP und das Laminat jeweils FR4. In diesem Fall war nur das Wellenlötflussmittel unterschiedlich. Diese Lötverbindungen wurden beide als „B“ bewertet. Dieses Ergebnis gilt als akzeptabel, da es nach 300 thermischen Wechselzyklen nur zu einer leichten Verformung kommt.
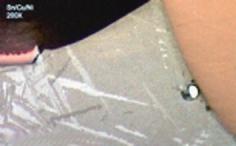
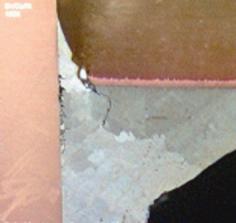
Mit der SACX-Legierung erstellte Lötverbindungen zeigten geringe Ermüdungserscheinungen an der Oberfläche, was durch eine geringe Oberflächenrauheit, ein Intrusions-/Extrusionsverhalten, hervorgerufen wurde. In beiden Legierungen fanden sich Fehlstellen. Bei diesem speziellen Experiment erschienen sie in der SACX-Legierung deutlicher aufzutreten. Wichtig ist zu beachten, dass bei keinem der für beide Legierungen untersuchten Schliffe an diesen Fehlstellen Brüche auftraten. Die Freisetzung der Oberflächenenergie manifestiert sich durch Oberflächenverzerrungen bei den Lötverbindungen der SACX-Legierung und durch Kantenbrüche bei den mit der Sn/Cu/Ni-Legierung erstellten Lötverbindungen. Bild 4 und 5 (Vergrößerung: 200-fach) entsprechen Lötverbindungen mit Metall-ummantelten Kontaktstellen auf tauchverzinnten FR4-Platinen unter Verwendung der Legierung SACX bzw. Sn/Cu/Ni. Im Querschnitt zeigen sich bei der SACX-Legierung kleine Fehlstellen. Diese Legierung weist gegenüber Sn/Cu/Ni ein besseres Benetzungsverhalten auf. In beiden Mikrostrukturen lassen sich Parallelstreifen und Erstarrungsdendriten feststellen. Bei Bild 6 und 7 (Vergrößerung: 600-fach) wurde bei der SACX-Legierung eine Oberflächenermüdung durch Korn-Intrusion/Extrusion beobachtet. Bei der Sn/Cu/Ni-Legierung trat dies nicht auf. Bild 8 bis 10 (Vergrößerung: 100-fach) zeigen mehrere Sn/Cu/Ni-Lötverbindungen an steifen Führungsstiften. Diese speziellen Bauteile sind an einer großen Bodenfläche befestigt. Bei dieser einseitigen Bestückung wird ein Phenolpapierlaminat (FR1) mit einem Harzflussmittel als Schutzbeschichtung verwendet. Bild 8 wurde mit „B“ (akzeptabel) und Bild 10 mit „C“ (nicht akzeptabel) bewertet. Als Fehlermechanismen wurden bei Bild 8 ein Designfehler durch ein falsches Verhältnis von Platinenloch zu Bauteilzuführung und bei Bild 10 ein Legierungsfehler (Lotermüdung) erkannt. In Bild 9 sind Fehler durch die Freisetzung von Oberflächenenergie (Kantenbrüche) zu sehen, von denen auch in Bezug auf andere mit der Sn/Cu/Ni-Legierung verbundene Bauteile berichtet wurde. Bild 11 bis 13 (Vergrößerung: 100-fach, 200-fach) zeigen wieder Lötverbindungen an Bauteilen mit steifen Führungsstiften, die auf einer Bodenfläche befestigt sind. Als Leiterplatte wurde FR1-Material und SACX als Schwall-Lotlegierung verwendet. In Bild 11 erfolgt die Freisetzung der Oberflächenenergie an der Ecke durch intermetallische Einflüsse, möglicherweise durch nicht angepasstes thermisches Expansionsverhalten. In Bild 13 sind mehrere Fehlstellen verschiedener Größe sowie Krätzebildung erkennbar. Auch hier treten keine Brüche auf, jedoch kommt es zu Benetzungsfehlern.
Auch an Kühlkörpern und verdrahteten Kontaktstellen wurden bei SACX- und Sn/Cu/Ni-Legierungen Legierungsfehler beobachtet. Dieser Fehler trat am häufigsten auf, wenn es sich bei dem Anschlussmaterial des Bauteils um Aluminium oder Stahl handelte und als Laminat Phenolpapier (FR1) oder das Verbundmaterial CEM-1 verwendet wurde. Hauptursachen für diesen Fehlertyp sind schlecht abgestimmte thermische Expansion und fehlerhafte Benetzung der Bauteilleitungen. In Bild 14 (Vergrößerung: 100-fach) entspricht die Sn/Cu/Ni-Lötverbindung einem steifen Führungsstift, wobei als Laminat Phenolpapier (FR1) verwendet wurde. Die Leiterplatte wurde mit einer Schutzbeschichtung auf Harzbasis versehen. Diese Lötverbindung wurde mit „E“ (nicht akzeptabel) bewertet. Der Fehler wurde durch schlechte Benetzung der Leitung und durch Lotermüdung (Legierungsfehler) verursacht. Nach Durchlauf der 300 thermischen Wechselzyklen kam es zum Bruch der Lötverbindung.
Zu weiteren Fehlermechanismen zählen Kehlrisse durch Erstarren des Lots auf einer Seite der Platine und durch Änderungen des Erstarrungsverhaltens, das durch die thermische Masse verschiedener, großer Bauteilleitungen oder das Bauteil selbst verursacht wird. Es wird von einer Verstärkung durch die thermische Belastung und die beim Abkühlen auftretenden Verformungen sowie durch das unterschiedliche Erstarrungsverhalten des Lotes ausgegangen. Basierend auf den bei dieser Bewertung von Schwall-Lotlegierungen unter Berücksichtigung mehrerer Faktoren erzielten Ergebnisse kam man zum Schluss, dass die robusteste Materialkombination, mit der die höchste Lebensdauer von Endgeräten erreicht wird, die SACX-Legierung in Verbindung mit tauchverzinntem FR4-Leiterplattenmaterial ist.
Die SACX-Legierung wurde aufgrund der im Rahmen dieser Untersuchung festgestellten Fehlermechanismen als Schwall-Lotlegierung ausgewählt. Die Mechanismen zur Spannungsfreisetzung der beiden Legierungssysteme unterscheiden sich stark. Der Spannungsabbau führt bei der Sn/Cu/Ni-Legierung zu Eckrissen und zur Lotermüdung auf der Oberfläche, die zu katastrophalen Fehlern führt. Der Spannungsabbau bei der SACX-Legierung führte zu einer groben Oberflächenstruktur der Lötverbindung, jedoch traten keine Eckrisse auf. Es wird davon ausgegangen, dass die intermetallischen Ag3Sn-Strukturen als Barriere für die Rissausbreitung agieren und der SACX-Legierung bessere thermische Ermüdungseigenschaften verleihen.
Diese Hypothese wird durch Untersuchungen von Dunford gestützt, bei denen festgestellt wurde, dass die intermetallischen Ag3Sn-Plättchen die Ausbreitung stoppen oder die Rissausbreitung umlenken können, wenn diese quer zu den großwinkligen Korngrenzen im Lot verlaufen [1].
SMT, Stand 9-345
EPP 415
Referenz:
[1] Steven O. Dunford, Anthony Primavera Ph.D. und Michael Meilunas, „Microstructural Evolution and Damage Mechanisms in Pb-Free Solder Joints During Extended –40 °C to 125 °C Thermal Cycles“ IPC 2002, New Orleans LA Nov 2–3, 2002
Unsere Webinar-Empfehlung
.png)
Conformal Coating ist ein wichtiges Verfahren, um elektronische Baugruppen vor dem vorzeitigen Ausfall zu schützen. Damit bekommt der Beschichtungsprozess eine immer höhere Bedeutung. Dabei ist die Auftragsstärke ein wichtiges Qualitätskriterium. Nur eine zeitnahe schnelle Messung…
Teilen:








{kind=link}