
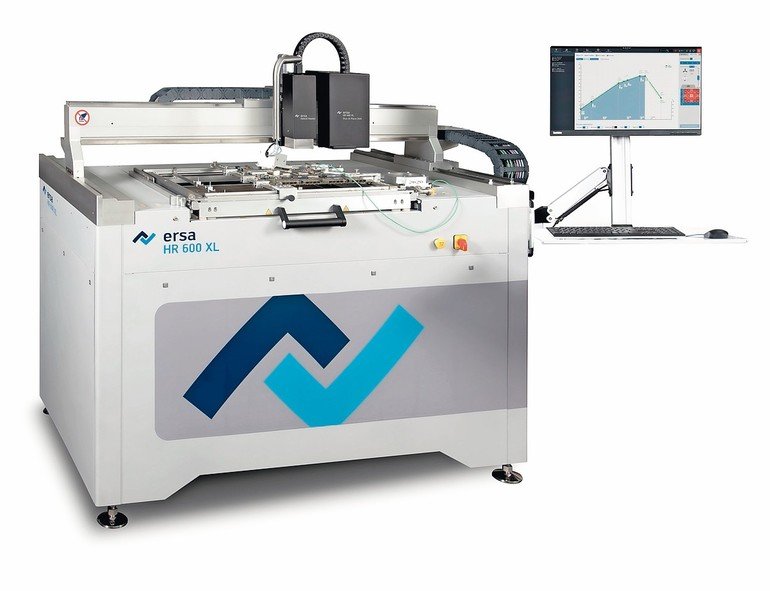

Das Nacharbeiten von Leiterplatten gilt als Königsdisziplin in der modernen Elektronikfertigung. Eine hohe Expertise und modernste Ausstattung sind absolute Notwendigkeiten für eine fachgerechte Handhabung von Nacharbeiten, auch Rework genannt. Besonders das Aus- und Einlöten von BGAs oder QFPs erfordert viel Fingerspitzengefühl und Erfahrung. Dies wird umso wichtiger, wenn es sich bei den Leiterplatten um sogenannte Big Boards handelt, die mit einigen Herausforderungen aufwarten. Die Ersa GmbH entwickelte aus diesem Grund das Hybrid Rework System HR 600 XL. Jörg Nolte, Produktmanager Lötwerkzeuge, Rework und Inspektionssysteme, beschreibt diese Herausforderungen und stellt die vom Unternehmen entwickelten Lösungsansätze vor.
Die Miniaturisierung ist eines der Kernthemen
der heutigen Elektronikentwicklung. Dem gegenüber stehen die sogenannten Big Boards. Herr Nolte,
in welchen Anwendungsbereichen werden diese heute verwendet und wann wird eigentlich von
Big Boards gesprochen?
Die Miniaturisierung macht auch vor den Big Boards keinen Halt. Engere Packungsdichten sind ebenfalls Bestandteil dieser Leiterplatten. Aus diesem Grund ist ja das Nacharbeiten auch hier besonders herausfordernd. Wir sprechen von Big Boards, wenn diese eine Breite von mindestens 380 mm haben und über mehr als 6 Lagen verfügen. Zum Teil haben wir auch schon Leiterplatten mit bis zu 48 Lagen verarbeitet. Die Leiterplattendicke liegt dabei zwischen 3 und 10 mm. Eingesetzt werden diese Leiterplatten überall dort, wo große Datenmengen verarbeitet werden, also in der Telekommunikation, bei der Datenübertragung, in sogenannten Super-Computern, in Großbildschirmen oder in militärischen Bereichen.
Wie wurden Big Boards bisher nachgearbeitet?
Es gibt bereits Reworksysteme, die große Leiterplatten bearbeiten können. Allerdings sind diese Systeme nicht in der Lage, Baugruppen mit den Abmessungen 24 x 24 Zoll aufzunehmen. Des Weiteren verfügen diese Systeme über herkömmliche Vorheizmodule.
Auf was muss bei der Nacharbeit von Big Boards besonders geachtet werden?
Vorab möchte ich sagen, dass das Nacharbeiten von Big Boards eine lösbare Aufgabe ist, wenn sich der Anwender der Besonderheiten bewusst ist. Zunächst sind es die Leiterplattenabmessungen und das daraus resultierende Gewicht der Baugruppe. Das Vermeiden des Verzugs beim Aufheizen ist ein Muss. Die Glasübergangstemperatur ist ähnlich wie bei kleinen Baugruppen, aber aufgrund des Gewichts und der großen Abmessungen ist die Tendenz hoch, dass sich die Leiterplatte verzieht. Ist eine Leiterplatte erst einmal verzogen, kehrt sie nicht mehr in den Ursprungszustand zurück. Im schlimmsten Fall ist sie durch den Verzug nach dem Nacharbeiten unbrauchbar, da Vias gerissen und SMD-Lötverbindungen abgeschert wurden. Hilfreich, da zeitsparend, kann daher das Vorwärmen der Leiterplatte in einem externen Ofen sein. Auch das Entfernen von großen, metallischen Bauteilen, wie Rahmen oder Befestigungsschienen, kann helfen, denn sie leiten die Wärme undefiniert in Leiterplattenbereiche, die nicht oder nur wenig aufgeheizt werden sollen. Grundsätzlich werden aber für Big Boards hochqualitative Materialien zur Leiterplattenherstellung verwendet, die auf den Wärmeeintrag weniger sensibel reagieren.
Wie unterscheidet sich das Nacharbeiten von
Big Boards von herkömmlichen Baugruppen?
Eigentlich ist der Prozess identisch. Allerdings haben wir hier angesichts der Leiterplattengröße ein paar Herausforderungen, denen wir mit unterschiedlichen technischen Entwicklungen begegnen mussten. So benötigen wir generell einen höheren und dennoch gleichmäßigen Wärmeeintrag, um Bauteile herauszulöten. Aufgrund der Leiterplattengröße kann dies, wie schon angedeutet, in Bezug auf den Ausdehnungskoeffizienten des Leiterplattenmaterials zu Problemen führen. Ein sehr homogenes Aufheizen der einzelnen Leiterplattenbereiche ist daher unumgänglich.
Muss also dem Wärmeeintrag und dem Wärmemanagement bei großen Leiterplatten eine besondere Beachtung geschenkt werden?
Ja, definitiv. Sehr große Leiterplatten benötigen zum Vorheizen mehr Wärmeenergie über die gesamte Baugruppenfläche, da ihre Wärmekapizität hoch ist. Sie brauchen außerdem auch länger um die Zieltemperatur zu erreichen und um wieder abzukühlen.
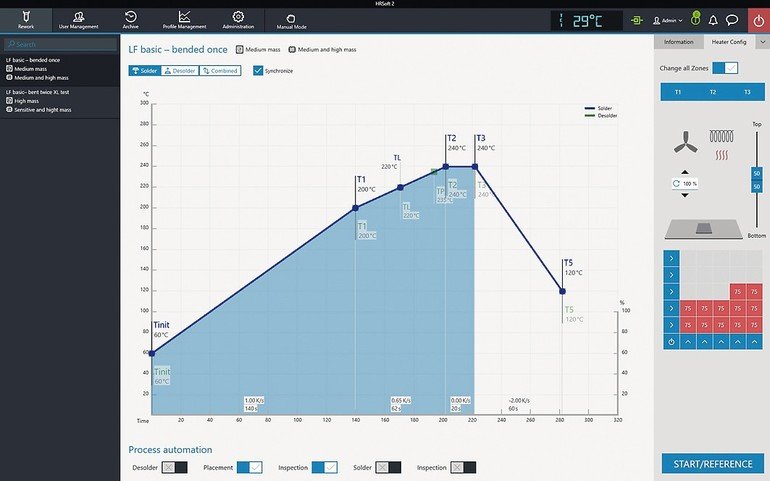
Wie funktioniert der Wärmeeintrag beim neu entwickelten Hybrid Rework System HR 600 XL?
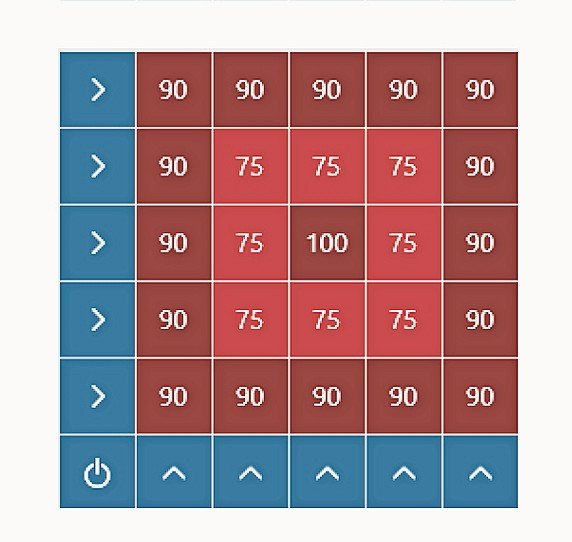
Wir arbeiten hier mit Infrarotstrahlung. Die Mittelwellenstrahlung wird dabei gut von den heutigen Leiterplattenmaterialien und den SMD-Bauteilen absorbiert. Aufgrund der Leiterplattenabmessungen ist es schwer, einen homogenen Wärmeeintrag zu erreichen. Das Zentrum der Leiterplatte wird sich durch Stauwärme immer schneller erwärmen als die Ecken und Ränder. Mit der Infrarot-Matrix-Unterseitenheizung können wir bis zu 25 einzelnen Heizelemente gezielt ansteuern und so die Wärme gleichmäßig auf die Leiterplatte verteilen, auch in die Kanten- und Eckbereiche der Baugruppe. Eine Unterseitenunterstützung stabilisiert die Leiterplatte ebenfalls. Das homogene Aufheizen ist wegen der thermischen Balance in vertikaler Richtung besonders beim Auslöten von Bauteilen wichtig. Das Delta T zwischen der Oberseite des Zielbauteils und dessen Lötanschlussflächen, sowie der Unterseite der Leiterplatte in diesem Bereich darf nicht zu groß sein, da es sonst zu thermischen Verzug kommen kann, der die Leiterplatte beschädigen könnte.
Können Sie die Infrarot-Matrix-Unterseitenheizung genauer beschreiben?
Unser Heizsystem besteht aus einer Ober- und einer Unterseitenheizung. Die Oberseitenheizung besteht aus einem 800-W-Hybrid-Heizkopf, der das herauszulötende Bauteil sowie dessen Umgebung homogen aufheizt. Die unmittelbare Umgebung des Bauteils muss definiert erhitzt werden, um den Verlust von zugeführter Wärmeenergie aufgrund der hohen thermischen Masse der Baugruppe zu minimieren. Dies sorgt für weniger thermischen Stress im Bereich von Bauteil und Baugruppe. Empfindliche Bauteile in der Nachbarschaft müssen gegebenenfalls vor der Oberseitenhitze geschützt werden. Die Unterseitenheizung muss hingegen auf die Kontur der Leiterplattenunterseite angepasst werden. Die Baugruppenränder und -ecken sowie heiße und kalte Bereiche auf der Leiterplatte benötigen einen unterschiedlichen Wärmeeintrag. Aus diesem Grund besteht die Matrix-Unterseitenheizung aus 25 Einzelelementen, die individuell angesteuert werden können. Dies bedeutet auch, dass die Einzelelemente auch unterschiedliche Temperaturen im gleichen Prozess abgeben können.
Spielt der Wärmeeintrag beim Einlöten von Bauteilen bei Big Boards ebenfalls eine besondere Rolle?
Beim Einlöten spielt der Wärmeeintrag nur eine untergeordnete Rolle. Es ist zu empfehlen, das neue Bauteil vor dem Einsetzen mit Lotpaste zu versehen, um den thermischen Kontakt zwischen Bauteil und Leiterplatte zu verbessern. Grundsätzlich lässt sich aber festhalten, dass beide Prozesse bei Big Boards länger dauern als bei kleinen Leiterplatten. Es muss daher darauf geachtet werden, die Leiterplatte ausreichend zu kühlen, um sie nicht unnötig einer hohen Wärme auszusetzen.
Sie sprachen das Handling solcher großen Leiterplatten schon an. Welche Lösung haben Sie hier entwickelt?
Big Boards sind nicht nur groß, sondern in der Regel auch schwer und folglich unhandlich. Daher benötigen wir eine Halterung, die auch schwere Leiterplatten genaustens fixiert. Des Weiteren müssen Unterseitenunterstützungen für den Anwender leicht einsetzbar sein. Aus diesem Grund kann die fixierte Leiterplatte mit samt dem Rahmen vorgezogen und aufgerichtet werden, so dass Unterstützungen sauber positioniert werden können. Ebenso haben wir darauf geachtet, dass die Leiterplatte beim Aufheizen expandieren kann.
Wie erfolgt die Bauteilplatzierung bei Big Boards?
Genauso wie bei kleinen Leiterplatten auch. Die Genauigkeit der Platzierung ist entscheidend. Das Bestückungssystem benötigt eine hohe Reproduzierbarkeit und muss stabil in den sehr warmen Bereichen oberhalb der Leiterplatte arbeiten. Dieses ist besonders wichtig bei großen Leiterplatten aufgrund der langen Verfahrwege. Oftmals brauchen gerade die großen Bauteile Nacharbeiten, wie beispielsweise LGAs oder SMD Sockets, aber auch kleine Bauteile wie Chips, QFNs und SOTs müssen zuverlässig platziert werden.
Mit welchen Methoden können Lotpaste und Flussmittel aufgetragen werden?
Das manuelle Auftragen von Lotpaste oder Flussmitteln ist immer eine Option. Das Aufdrucken von Lotpaste hingegen ist aufwendig, da der limitierte Platz den Prozess stark verkompliziert. Alternativ kann die Lotpaste auch per Dispenser aufgebracht werden, was allerdings relativ zeitaufwendig ist. Wir empfehlen daher das Eintauchen der Anschlusskontakte des Bauteils oder das externe Bedrucken der Bauteilkontakte, wodurch die Lotpaste direkt auf die Kontaktflächen aufgebracht wird. Im Anschluss wird das Bauteil platziert und verlötet. Dieser vollautomatische Prozess ist sehr präzise, da sich die Lotpastenmenge gut definieren lässt. Bei Mehrfachanwendungen erreichen wir so eine hohe Reproduzierbarkeit. Erwähnenswert ist, dass mit Lotpasten bedruckte Bauteile zu einem noch gleichmäßigeren Temperaturgleichgewicht zwischen Bauteil und Lotpads während des Lötvorgangs führen.
Ist Re-Balling ebenfalls möglich?
Reballing ist mit allen Ersa Reworkstationen möglich. Allerdings ist dafür weiteres Equipment notwendig.
Wie erfolgt die genaue Platzierung der ausgetauschten Bauteile? Ergeben sich durch die Bauteiltypen unterschiedliche Herangehensweisen?
Das Platzieren der Bauteile erfolgt in der Regel immer nach dem gleichen Prozessablauf: Zunächst werden die Kontaktflächen des Bauteils automatisch identifiziert und mittels einer Bildverarbeitungs-Software über die Kontaktflächen auf der Leiterplatte gelegt. Das Achsensystem der Reworkstation errechnet daraus die genaue Positionierung und platziert das Bauteil. Dabei kann das Bauteil auf der Leiterplatte abgelegt werden oder kurz oberhalb der Oberfläche losgelassen werden. Dies ist davon abhängig, ob in ein Restlotdepot oder auf neu aufgetragene Lotpaste platziert wird. Für die Platzierung von BGAs oder QFNs werden beispielsweise spezielle optische Filter eingesetzt. Eine anschließende manuelle Positionskorrektur ist ebenfalls möglich.
„Wir wollen den Markt sensibilisieren und über die zuverlässigen Möglichkeiten des Big Board-Reworkens informieren“, so Jörg Nolte abschließend. „Unter www.big-board-rework.de sind deshalb alle weiteren Informationen, auch zu regionalen Ansprechpartnern, erhältlich.“
SMTconnect, Stand 4-111 + 5-434B
Hier finden Sie mehr über:








{kind=link}