

Zum Schutz von elektronischen Komponenten kommt in der Elektronikfertigung häufig ein Verguss zum Einsatz. Insbesondere für Hochleistungsanwendungen bietet sich dabei ein Verguss unter Vakuum an. Während zahlreiche Anwender dieses leistungsfähige Verfahren erfolgreich einsetzen, haben andere damit noch keine Erfahrungen gemacht, da sie es für zu komplex halten und die vermeintlich hohe Anfangsinvestition scheuen. Wie eine Reihe von Best Practice-Hinweisen zeigt, ist Vakuumverguss jedoch kein Hexenwerk. Angesichts der anhand eines Praxisversuchs sichtbaren Vorteile sollten auch bislang skeptische Ingenieure einen zweiten Blick auf das Verfahren werfen.
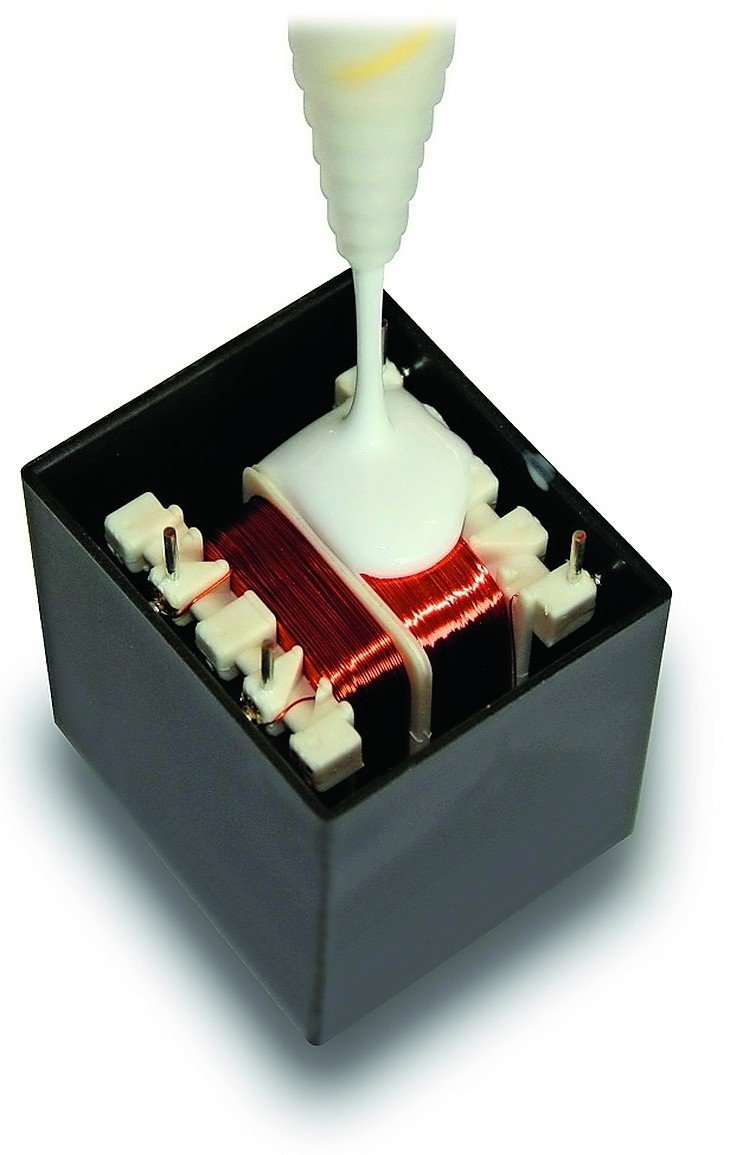
Egal ob Automobil-, Industrie- oder Consumer-Elektronik: Elektronische Bauteilewie Chips oder ganze Leiterplatten müssen oft vor mechanischen oder chemischen Belastungen geschützt werden. Ein typisches Beispiel sind Sensoren für die Motorsteuerung wie etwa Abgassensoren oder Komponenten, die in heißem Getriebeöl zum Einsatz kommen. Aber auch ungeschützte Drahtwicklungen und Kupferlackdrähte bei einem Wickelgut gehören zu solchen Anwendungen. In Abhängigkeit ihrer Verwendung sind diese erheblichen Belastungen durch Korrosion, Vibration, Feuchtigkeit sowie hohen Spannungen ausgesetzt. Da Umspritzen fertigungstechnisch aufwendig und durch die Spritzgussformen auch teuer ist, sind Vergussmassen für die meisten Hersteller das Mittel der Wahl.
Dabei kommt es regelmäßig vor, dass ein konventioneller Verguss in der Praxis nicht alle Anforderungen erfüllt. So können in den kleinen Hohlräumen innerhalb der Drahtwicklungen etwa kleine Luftbläschen eingeschlossen sein, die unter anderem die Isolierung und damit die Hochspannungsfestigkeit aufheben oder deutlich reduzieren. Luftblasen unter Leiterplatten dehnen sich bei thermischer Belastung aus – je nach Geometrie um mehrere mm –, was zu Spannungen im Verguss und an der Leiterplatte führt. Im Falle von starken Spannungsspitzen können sich auch beim Einsatz flexibler, spannungsausgleichender Klebstoffe Risse bilden, durch die Chemikalien wie Öl eindringen und das Bauteil angreifen.
Die Lösung für anspruchsvolle Fälle
Insbesondere für Anwendungen, die eine hohe Zuverlässigkeit elektronischer Baugruppen erfordern, bietet sich daher ein Verguss unter Vakuum an. Dieses – auch inlinefähige – Gießverfahren vermeidet mit der Erzeugung eines Vakuums in der Vergusskammer den Einschluss von Luft. Außer für wertvolle, elektrisch hochbeanspruchte sowie sicherheitskritische Komponenten eignet sich der Vakuumverguss auch für Bauteile mit komplizierten Geometrien und Hinterschneidungen oder engen Zwischenräumen. Neben rein funktionalen Aspekten kann der Verguss unter Vakuum auch aus Design-Sicht ein interessantes Verfahren darstellen. Sollen beispielsweise im Automobilbereich Schwellerleisten mit hochwertigen Designs versehen oder beleuchtete Tasten und Schalter hergestellt werden, stellt dies hohe Anforderungen an die eingesetzten Produktionsverfahren. Aufgrund ihrer Positionierung im direkten Sichtbereich der Kunden führen bei solchen Designbauteilen und -elementen selbst kleinste Inhomogenitäten oder Lufteinschlüsse unmittelbar zu Ausschuss. Hier ermöglicht der Vakuumverguss die Realisierung einer qualitätvollen Optik und Haptik – die sich mit anderen Verfahren unter Umständen gar nicht bzw. nur sehr kostenintensiv umsetzen ließen.
Technisch ist das Erzeugen eines realen Vakuums mit einer kompletten Luftleere gar nicht notwendig. Vielmehr ist damit – bei gängigen Anwendungen – eine Druckminderung auf 5 bis etwa 100 mbar gemeint. Bei Applikationen mit sehr hohen Anforderungen, wie beispielsweise dem Verguss von Zündspulen, kann es notwendig werden, den Druck noch weiter zu senken. Je weiter der Luftdruck allerdings abgesenkt wird, desto länger dauert das Evakuieren und desto höhere Energiekosten sind damit verbunden. Nicht zu vernachlässigen ist auch, dass nicht jedem Bauteil – und ebenso wenig jedem Vergussmedium – eine starke Druckreduzierung gut bekommt. Während ein Wickelgut weitgehend unempfindlich ist, kann die in einem Kondensator eingekapselte Luft das Bauteil bei äußerem Unterdruck zum Platzen bringen. Aus diesen Gründen sollte das Vakuum gezielt auf die jeweilige Aufgabenstellung abgestimmt werden.
Um Blasenfreiheit sicherzustellen, muss der gesamte Aufbereitungs-, Förder- und Dosierprozess unter Vakuum erfolgen. Mittels einer Dünnschichtentgasung entfernt eine hochwertige Aufbereitungsanlage jede Spur von gelöster Luft in der Vergussmasse. Ein abgestimmtes Rührwerk unterstützt zusätzlich die Entgasung, indem es das Material umwälzt. Dabei wird gelöste Luft zur Grenzfläche zwischen Materialoberfläche und Vakuum gefördert. An den obersten Schichten setzt der Entgasungseffekt ein. Um eine Wiedereinbringung von Luft während der Förderung zu verhindern, sind sämtliche Verschraubungen, Materialleitungen, Pumpen und Ventile hermetisch abgedichtet.
Zudem sorgen das Rührwerk und die zeitgesteuerte Zirkulation des Materials in Behältern, Pumpen und Leitungen für eine stetige Homogenität des Vergussmediums. Dies verhindert die Sedimentation der enthaltenen Füllstoffe, die sonst insbesondere in Produktionspausen auftreten kann. In der Praxis hat es sich außerdem als nützlich erwiesen, wenn eine Anlage speziell für abrasive Medien ausgelegt ist. Damit lassen sich auch Vergussmassen mit harten und scharfkantigen Füllstoffen gut dosieren. Auf diese Weise ist ein ebenso effizienter wie wartungsarmer Anlagenbetrieb mit deutlich reduzierten Instandhaltungskosten gewährleistet.
Praxisversuch: Vakuumverguss vs.Verguss unter Atmosphäre
Um noch zögernden Anwendern zu zeigen, welcher Unterschied zwischen einem Vakuum- und einem Atmosphärendruckverguss besteht, haben Delo Industrie Klebstoffe und Scheugenpflug einen Versuch mit Standardkomponenten durchgeführt. Zum Einsatz kam eine gewöhnliche Leiterplatte in einem konventionellen PBT-Kunststoffgehäuse, als Vergussmasse ein niedrigviskoses, zweikomponentiges Epoxidharz für den Hochzuverlässigkeitsbereich, um einen Einsatz im Automotive-Bereich zu simulieren. Dieses Produkt ist dauerhaft temperaturbeständig bis 200 °C, resistent gegenüber Diesel, Benzin oder Öl und schützt in der Praxis zum Beispiel Motor- und Abgassteuerungssensoren.
Für den Vergussversuch unter Atmosphäre wurden die beiden Komponenten unter Atmosphärendruck gemischt und dosiert. Im Zuge des Testlaufs unter Vakuum wurde die Vergussmasse entgast und anschließend unter Vakuum dosiert. Um einen Versuch im Labormaßstab nachzustellen, fand als Anlage die LeanVDS von Scheugenpflug Verwendung, ein Einstiegssystem in den Vakuumverguss. Die kompakte Anlage eignet sich insbesondere für Forschung und Entwicklung, als Kleinserienanlage oder zur Ablösung unsicherer und zeitlich aufwendiger Hilfsprozesse wie dem Nachevakuieren.
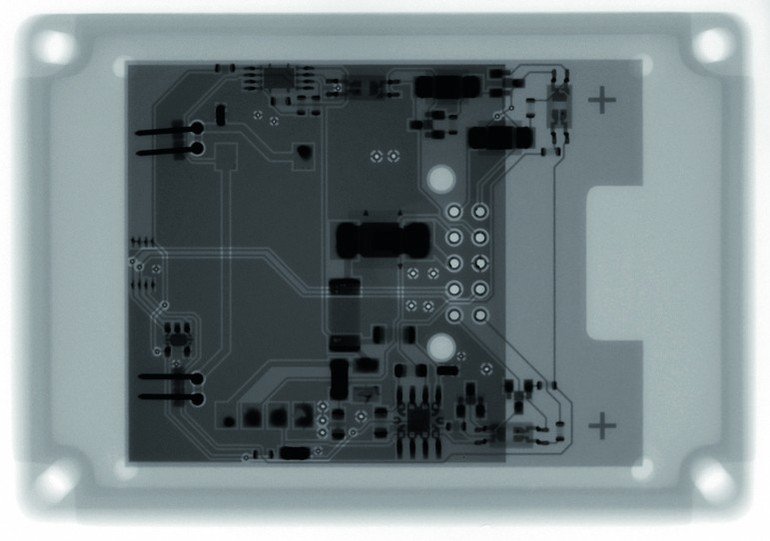
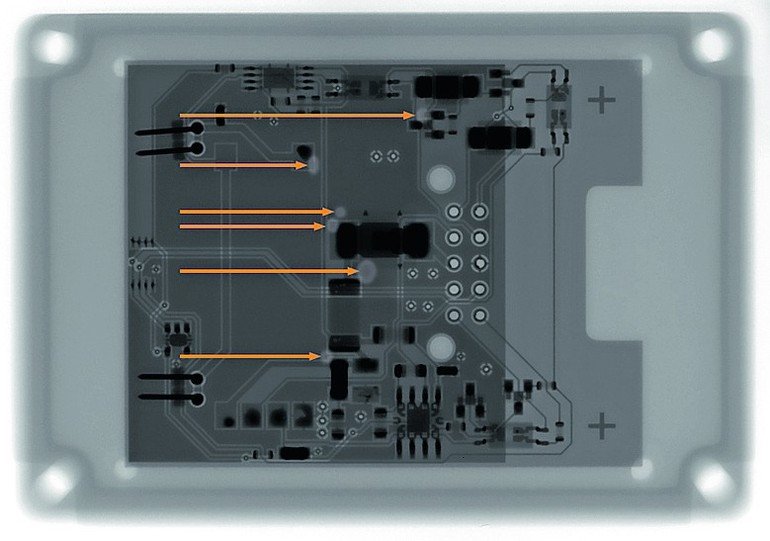
Zur Analyse der Vergussergebnisse entschieden sich die beiden Unternehmen für Röntgenaufnahmen. Im Gegensatz zu Schliffbildern ist diese Testmethode nicht nur zerstörungsfrei, es besteht auch nicht das Risiko, das Bauteil an einer blasenfreien Stelle zu trennen und so mögliche Blasen an anderen Stellen zu übersehen. Betrachtet man nun die Röntgenaufnahmen der beiden Bauteile, sieht man deutliche Unterschiede. Während die Leiterplatte unter Vakuum blasenfrei vergossen wurde, hat sich bei der unter Atmosphärendruck vergossenen Leiterplatte eine große Blase gebildet. Die Folge davon: Je nach Anwendung und Betriebsumgebung droht ein Ausfall der Komponente– teilweise auch erst nach vielen Monaten oder sogar Jahren.
Fazit
Je nach verwendetem System können schon beim Aufbereiten, Fördern und ggf. Mischen von ein- und zweikomponentigen Vergussmassen relativ einfach Blasen entstehen. Noch fataler für die Funktionsfähigkeit elektronischer Baugruppen sowie die optische Wertigkeit von aufwendig gefertigten Designbauteilen sind größere Lufteinschlüsse, die insbesondere durch Hinterschnitte oder produktionsbedingt sehr enge oder ungünstig geschnittene Geometrien entstehen. Mit der Kombination aus den richtigen Vergussmassen und einer Vakuumverguss-Anlage inklusive Materialaufbereitung und -förderung stehen produzierenden Unternehmen die Instrumente zur Verfügung, mit denen sie die Zuverlässigkeit ihrer Komponenten so erhöhen können, dass sie alle thermischen, mechanischen, chemischen und auch designtechnischen Anforderungen erfüllen.
Hier finden Sie mehr über:
Teilen:








{kind=link}