

Der IPC-Bericht hebt hervor, dass die aufgebrachte Nenn-Schichtdicke nicht besonders repräsentativ für die Schichtdicke oder Bedeckung durch Schutzlacke auf verschiedenen metallischen Oberflächen ist. In vielen Fällen lag die Filmdicke, obwohl visuell nicht Null, unter der Messgrenze. In den meisten Fertigungsspezifikationen wird die Schichtdicke der Schutzlacke als die Dicke des endgültigen, ausgehärteten bzw. abgetrockneten Polymerfilms z. B. auf einer flachen, unbestückten Oberfläche der Baugruppe/Leiterplatte angegeben, jedoch wird die Dicke der Beschichtung auf anderen Baugruppen- und Komponentenoberflächen normalerweise nicht charakterisiert.
In diesem Artikel vergleichen wir die Kondenswasserbeständigkeit von Baugruppen, die mit Materialien nach dem neuesten Stand der Wissenschaft und Forschung beschichtet sind, mit der von Standardmaterialien, wie sie derzeit in der Industrie Verwendung finden und dort “Stand der Technik” sind. Ziel des Artikels ist es, besser zu verstehen, wie alte Annahmen die Realität von State-of-the-Art Conformal Coatings widerspiegeln und dem Kunden letztlich mehr Klarheit verschaffen.
Leistungskriterien von
Schutzlacken
IPC-CC-830C umreißt die Leistungsanforderungen und die Prüfmethodik für Schutzlacke. Die Tests werden mit flachen, unbestückten, peinlich sauberen Testkupons durchgeführt, die aus einer Vielzahl von FR4– und Glassubstraten bestehen. Prozessrückstände, Lötstopplack oder Bauteilgeometrie werden in CC-830 nicht berücksichtigt. Während dies bei einer Spezifikation der Materialleistung verständlich ist, bedeutet es, dass die Norm Schwierigkeiten hat, die Leistungsabstufungen und Unterschiede zwischen den Materialien herauszustellen. Die Haftung am Lötstopplack, die Kompatibilität mit Prozess- oder No-Clean-Rückständen und die Abdeckung leitfähiger Oberflächen wie Bauteilanschlüsse, der Einfluss der Beschichtung auf die Lebensdauer der Lötstelle oder der Einfluss der Lötstelle und der Anschlüsse auf die Temperaturwechselbeständigkeit des Conformal Coatings sind nicht Teil des Qualifikationsdokuments, aber wichtige Leistungskriterien für Schutzlacke in realen Anwendungen.
IPC-J-STD-001 beschreibt den akzeptablen Beschichtungsdickenbereich nach generischem Chemietyp, aber diese beziehen sich nur auf flache, unbestückte Bereiche der Leiterplatte und spiegeln nicht wider, was für eine Baugruppe notwendig sein kann, um in ihrer finalen Anwendung zu überleben… Besonders wenn man die Diskrepanz zwischen der nominalen Beschichtungsdicke und der tatsächlichen Schichtdicke auf den Metalloberflächen, die geschützt werden müssen, berücksichtigt, wie in IPC TR-587 hervorgehoben wird.
Ausfallsichere Baugruppen
In vielen hochzuverlässigen Anwendungen, wie z. B. in der Automobilindustrie, wird die Reinigung vor dem Beschichten nicht routinemäßig durchgeführt und das System, bestehend aus dem Schutzlack und den darunter/darin befindlichen Rückständen muss den zu erwartenden Betriebs- und Umgebungsbedingungen standhalten. Rückstände aus dem Montageprozess und luftgetragene Verunreinigungen in der Betriebsumgebung können zur Bildung von metallischem dendritischem Wachstum führen, was gegebenenfalls Leckströme verursacht, die die Funktion und Leistung der Schaltung beeinträchtigen, oder zu einem vorzeitigen Ausfall der Baugruppe führen können. Während der Untersuchungen wurden die „No-Clean“-SMT-Bauelemente kontrollierten kondensierenden Umgebungsbedingungen unter Einsatz der statischen Kammermethode des National Physical Laboratory (NPL) ausgesetzt, bei der die Temperatur der Testplatine unter den Taupunkt gedrückt und gleichzeitig der Oberflächendurchgangswiderstand (SIR – surface insulation resistance) gemessen wurde.
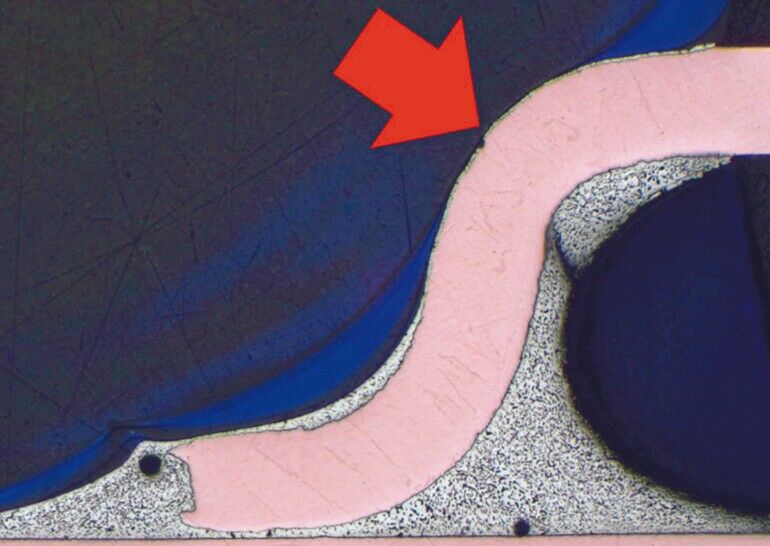
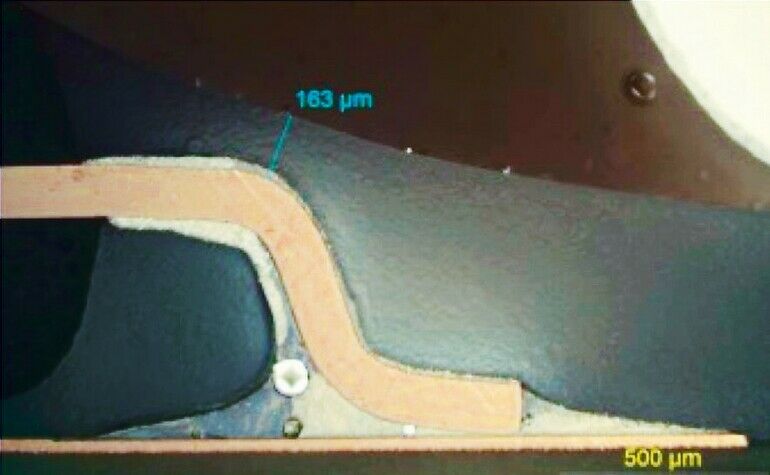
Sechs verschiedene Conformal Coatings wurden aufgetragen und ausgehärtet, wobei eine Vielzahl gängiger Applikationsmethoden verwendet wurde – dieselben Methoden, die auch im Bericht über den Stand der Industrie verwendet wurden – und zwar in normaler Nenndicke, wie sie auf unbestückten Leiterplatten gemessen wurde. Den Schutzlacken wurde ein Coating Protective Index (CPI) zugewiesen, der auf ihrer Fähigkeit beruht, den SIR-Wert jeder Prüfstelle über dem weit verbreiteten Kriterium von 100 MΩ (bestanden/nicht bestanden) zu halten. Von einer Leiterplatte aus jedem Beschichtungssatz wurden nach den Betauungstests ausgiebig Schliffbilder erstellt und auf Lackdicke und -abdeckung untersucht, um zu verstehen, wie Dicke, Abdeckung und die inhärenten physikalischen Materialeigenschaften zusammen den Beschichtungsschutzindex bestimmen.
Dieselben sechs Conformal Coatings wurden auf SIR-Testcoupons aufgetragen und sowohl mit, als auch ohne die gleiche Reflow No-Clean Lotpaste getestet, die für den Betauungsversuch verwendet wurde. Der SIR-Wert wurde während eines 1.000-stündigen Langzeittest bei 85 °C und 85 % relativer Luftfeuchtigkeit kontinuierlich gemessen. Ein in der Automobilindustrie häufig durchgeführter Kompatibilitätstest, um den Einfluss der Kompatibilität von Lotpaste und Conformal Coating auf den während der Kondensationsprüfung erzielten Schutzindex der Beschichtung zu verstehen.
Der Kondensationswiderstandstest wurde von der NPL durchgeführt, wobei ihre Methode verwendet wurde, um die Kammerbedingungen konstant zu halten und Kondensation zu induzieren, indem die Temperatur der auf einer Kühlplatte befestigten Baugruppe in acht Zyklen über 48 Stunden um 0,1 bis 1,0 Kelvin unter den Taupunkt gesenkt wurde. Jedem Bauteiltyp der NPL-Baugruppe ist ein SIR-Muster zugeordnet, und der SIR-Wert wurde während der Betauung kontinuierlich gemessen.
Best of Conformal Coatings
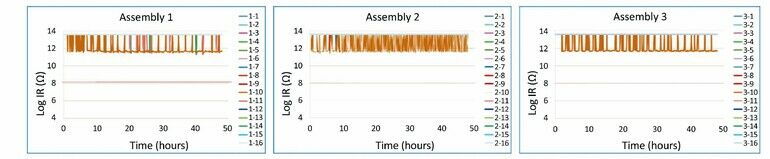
Im Wesentlichen bleiben die Ergebnisse während der Kondensationszyklen über 1.000 GΩ und es gibt keine Ausfälle. Deutlich zu erkennen ist ein leichter Abfall des Isolationswiderstands (IR) während der Betauungsphase und ein leichter Anstieg beim Austrocknen der Beschichtung zwischen den Zyklen.
Beim Vergleich dieser Daten mit denen des am schlechtesten abschneidenden Materials, einem Urethanacrylat mit niedriger Viskosität, das für die Film-Coat-Technologie entwickelt wurde, so sind erhebliche Schwankungen der IR-Werte zu erkennen, und einige Kanäle erholen sich während der Austrocknungsphase nicht, was auf eine permanente Korrosion schließen lässt.
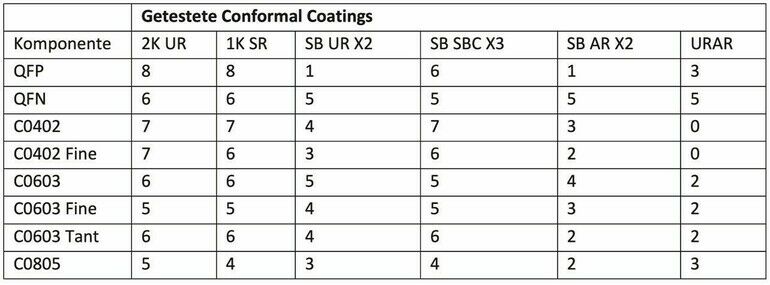
Um die Leistungsfähigkeit von Schutzlacken vergleichen zu können, hat die NPL einen Coating Protective Improvement Wert (CPI-Wert) entwickelt. So kann man die Schutzfähigkeit der einzelnen Conformal Coatings beurteilen und unterscheiden.
Es gibt acht Stufen zunehmender Kondensation 1 – 8, jede Periode dauert 6 Stunden, was eine Gesamttestzeit von 48 Stunden ergibt. Wenn der Isolationswiderstand (IR-Wert) einer Komponente innerhalb eines Betauungsdurchlaufs unter 100 MΩ fällt, wird dieser Wert vermerkt. Da CPI ein Verbesserungswert ist, muss das Niveau, bei dem die unbeschichteten Baugruppen versagen, von dem Wert subtrahiert werden, um die Verbesserung abzuleiten.
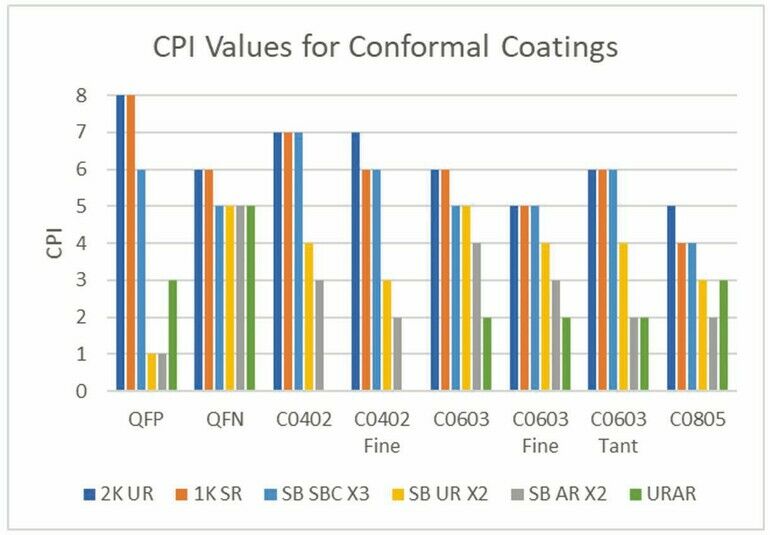
Von den Materialien, die als „State-of-the-Art“, also moderne, lösemittelfreie Rezepturen gelten, die zum Zeitpunkt der vorangegangenen Branchenbewertung noch nicht verfügbar waren, boten die 2K-UR- und 1K-SR-Lacke so ziemlich das Maximum an Schutzniveau, das durch die Beschichtung auf allen getesteten Komponenten erreichbar ist, insbesondere auf der QFP-Komponente, wo insbesondere die lösemittelverdünnten Materialien des „Standes der Industrie“ im Allgemeinen zu kämpfen hatten. Überraschenderweise schnitt das niedrigviskose, hochmoderne LED-härtende UV-Material auf der ganzen Linie außergewöhnlich schlecht ab, insbesondere aber auf den 0402-Kondensatoren, wo es keine Leistungsverbesserung im Vergleich zu einer unbeschichteten Platine bot.
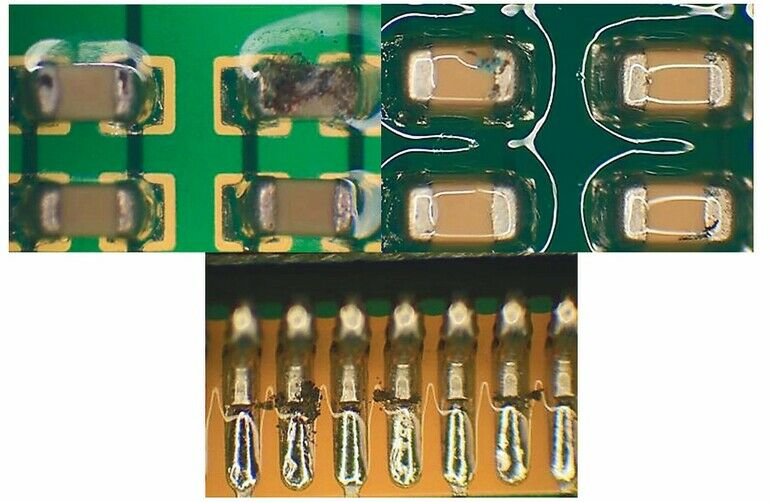
Bei Betrachtung der CPI-Werte ist es nicht verwunderlich, dass die 1K SR- und 2K UR-Materialien perfekte Ergebnisse lieferten, nicht zuletzt, wenn man sich die Lackdicke und -gleichmäßigkeit auf den QFP ansieht. Es überrascht nicht, dass das URAR-Material einen niedrigeren CPI erzielte als der modifizierte SB-SBC-Lack, angesichts der Dicke von Null im Vergleich zu 8 µm, die mit dem SB-SBC-Material erreicht wird. Überraschenderweise war der CPI-Wert trotz der Nullabdeckung jedoch nicht Null. Bei diesen Materialien war die Korrosion nach dem Kondensationstest an allen Komponententypen weithin sichtbar, während die Platinen der leistungsfähigeren Materialien nach der Beschichtung makellos aussahen.
Schließlich wurde die Kondensationstestmethode des NPL verwendet, um die Fähigkeit von Schutzlacken zu bewerten, Komponenten auf einer dreidimensionalen SIR-Testplatine abzudecken und zu schützen. Diese wurden unter Verwendung derselben No-Clean-Lotpaste bestückt und gelötet. Bei den hochmodernen Materialien erzielten sowohl das 2K-UR- als auch das 1K-SR-Material perfekte Coating Protection Improvement (CPI)-Werte, und die Analyse der gefertigten Schliffbilder zeigte eine beeindruckende Schichtdicke und Abdeckung aller Komponenten. Ein stark modifiziertes SB-SBC-Material wurde entwickelt und in 3 Schichten aufgetragen, um zu versuchen, eine vergleichbare Dicke und Abdeckung wie die neuen Materialien zu erreichen. Dieses Material konnte zwar nie in der Produktion eingesetzt werden, erzielte aber deutlich bessere CPI-Werte als die anderen alteingeführten “Legacy”-Materialien. So wie Electrolube es in den ursprünglichen Tests erwartet hatte, waren die Ergebnisse für die zweikomponentige 2K-UR-Beschichtung und das 1K-SR-Material fehlerfrei. Sowohl die Beschichtungsdicke als auch die Abdeckung sind nahtlos und schützen die Platinen perfekt unter Betauung. Die AR- und UR-Materialien zeigten die gleichen Abdeckungs- und Dickenprobleme, die gemäß dem Bericht zum “Stand der Industrie” erwartet wurden, obwohl sie doppelt mit einer viel größeren als der empfohlenen Schichtdicke aufgetragen wurden. Korrosionsprodukte wurden nach dem Kondensationstest an allen Komponenten gesehen. Enttäuschenderweise schnitt eine im Handel erhältliche, mit einem Film-Coater verarbeitbare, UV-LED-härtbare URAR-Formulierung mit niedriger Viskosität, die als hochmodernes Material in diesen Test aufgenommen wurde, im Kondensationstest schlechter ab als die herkömmlichen Materialien. Trotz der schnellen UV-Härtung dieses Materials hatte sich die Beschichtung deutlich eingeebnet und die Bedeckung auf Bauteilkanten war unzureichend.
Leistungsanforderungen an Conformal Coatings werden immer anspruchsvoller, da die Elektronik immer aggressiveren Betriebsumgebungen ausgesetzt wird, einschließlich höherer Temperaturen und auftretender Betauung. Somit sind die NPL-Testergebnisse ein ausgezeichneter, aber auch ein unversöhnlicher Indikator für die Leistungsschwäche auf dem Markt eingeführter Materialien. Die 2K-Schutzlacke von Electrolube bieten einen noch besseren Schutz, ähnlich dem Schutz, den eine Vergussmasse bietet, sowie eine Abdeckung scharfer Bauteilkanten und eine schützende Dicke. Sowohl der 2K-UR-Lack als auch das 1K-SR-Material wurden einer Vielzahl von harten Tests, einschließlich harscher Tauch- und Kondensationstests, unterzogen, wobei NPL bestätigte, dass ihre Leistung im Vergleich mit den anderen Schutzlacken konkurrenzlos war.

Hier finden Sie mehr über:








{kind=link}