


Während des Lötprozesses entstehen jedoch immer Lötrauche und Aerosole (zusammenfassend als Residues bezeichnet), die auf ausgasende Baugruppenkomponenten (wie Lotpaste, Leiterplatte und Bauelemente) zurückzuführen sind und die ein erhebliches Verschmutzungspotential für Reflowlötanlagen darstellen. Ohne ein wirkungsvolles Abscheidesystem in der Reflowlötanlage erhöht sich die Lötrauch-/Aerosolkonzentration in der Prozessgasatmosphäre stetig. Die Folge ist ein größeres Verschmutzungspotential von Lötanlagenteilen, dem mit mehr Wartungs- und Instandhaltungsaufwendungen entgegen gewirkt werden muss. Insbesondere hermetisch geschlossene Vakuumkammern können dieses Problem verstärken.
In einem von der Deutschen Bundesstiftung Umwelt geförderten Projekt hat Rehm eine energieeffiziente Vakuum-Konvektions-Reflowlötanlage mit geringstmöglichen Kontaminationen durch innovative Abscheidekonzepte entwickelt.
Das Herzstück einer Vakuumlötanlage –
die Vakuumkammer
Zum Erzeugen eines Vakuums sind ein dicht abgeschlossener Raum mit einem endlichen Volumen und eine Pumpe zum Evakuieren der Luft (oder Prozessatmosphäre) notwendig. Die wissenschaftlichen Untersuchungsergebnisse1,2) und eigene praktische Erfahrungen aus dem Kondensationslöten mit Vakuum zeigen, dass zu einer signifikanten Reduktion der Poren im flüssigen Lot in der Regel ein Vakuumlevel von ≤20 mbar ausreichend ist. Damit ist die hier anzuwendende Vakuumtechnik dem Bereich des Grobvakuums zuzuordnen3). Die Integration einer Vakuumkammer unterbricht den kontinuierlichen Lötprozess einer Konvektionsanlage, wodurch systembedingt ein getakteter Prozess entsteht. Das Erzeugen des Vakuums und das Erreichen des gewünschten Unterdrucks benötigt zusätzliche Zeit. Unter Berücksichtigung wirtschaftlicher Aspekte eines hohen Produktdurchsatzes ist die zum Erzeugen des Vakuums notwendige Zeit möglichst kurz zu halten. Ausgehend vom Umgebungsdruck wird die Abpumpzeit eines Rezipienten (geschlossene Kammer) durch die Beziehung
(mit V – Volumen der Kammer, Seff– effektives Saugvermögen der Pumpe und dem Druck p) beschrieben4). Aus dieser Beziehung folgt, dass für niedrige Abpumpzeiten das Volumen der Kammer zu minimieren und das Saugvermögen zu maximieren ist. Zu diesem physikalischen Zusammenhang kommen weitere prozessspezifische Faktoren hinzu, welche bei der Dimensionierung der Vakuumkammer zu berücksichtigen sind. Insbesondere die Größe der zu verarbeitenden Baugruppen und die Anzahl der Transportspuren bestimmen die Mindestabmessungen. Der gemessene Druck erreicht schneller niedrigere Werte als die theoretisch vorausgesagten; dies ist positiv für den praktischen Anwendungsfall. Der Algorithmus von Umrath4) setzt voraus, dass die einzusetzenden Parameter (das effektive Saugvermögen der Pumpe usw.) genau bekannt sind.
Die Bauweise einer Vakuumkammer für Kondensationslötanlagen kann grundsätzlich nach zwei verschiedenen Ansätzen erfolgen: Kammer mit Schotts oder die Schalenbauweise. Die Vorteile und Nachteile einer Kammer mit Schotts sind aus den Erfahrungen mit den vorhandenen Kondensationslötanlagen sehr gut bekannt. Die Ausführung mit den Schotts erlaubt es, sowohl Batch- als auch Durchlaufanlagen zu realisieren. Aufgrund der hohen Anzahl an Zuleitungen zur Vakuumkammer für Heizmodule, Kühl-, Injektions- und Absaugverrohrung ist beim Kondensationslöten das Schottprinzip für beide Prozessarten vorteilhafter. Bei Durchlaufanlagen nach dem Konvektionsprinzip überwiegen aufgrund der geringeren Anzahl an Anschlüssen, Dichtungsstellen, Stellantrieben etc. die Vorteile der Schalenbauweise.
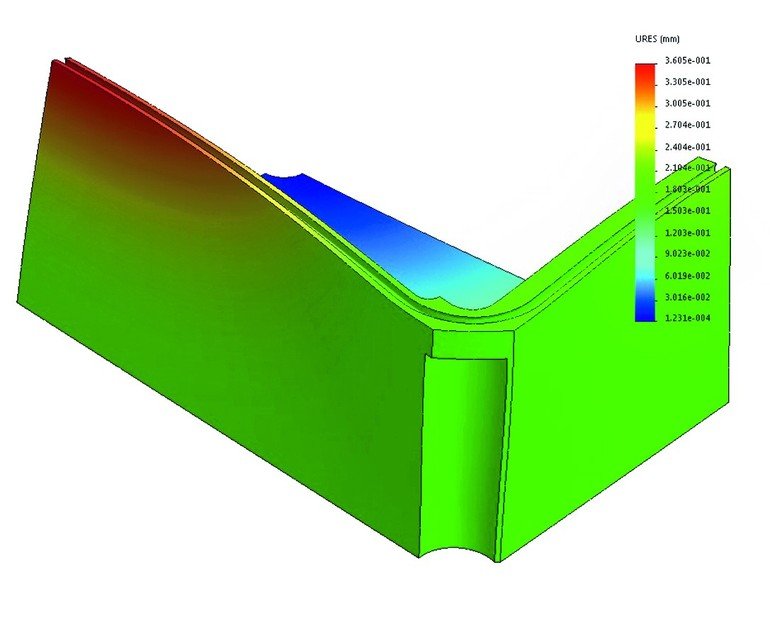
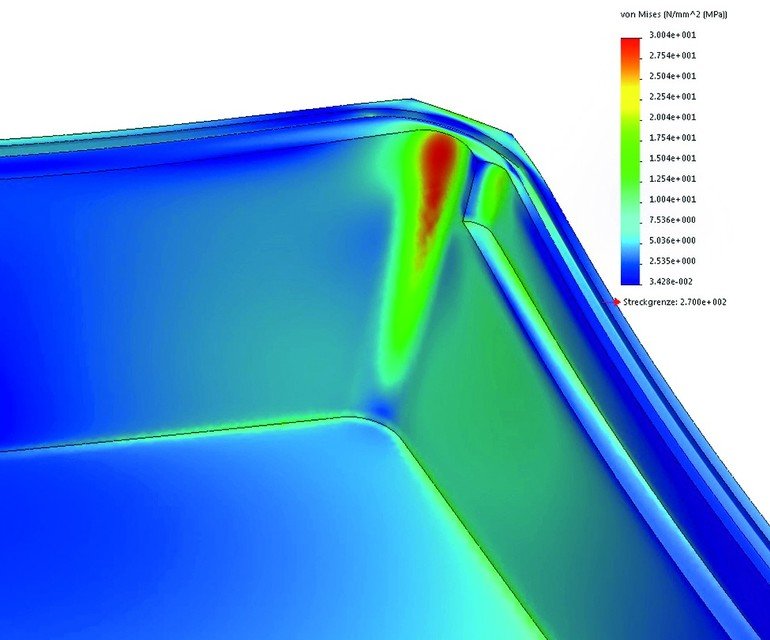
Für die Konstruktion von Vakuumkammern kamen bisher verschiedene Stahllegierungen zum Einsatz. Im Hinblick auf die Verbesserung der Energieeffizienz bieten die Leichtbauwerkstoffe auf Basis verschiedener Aluminiumlegierungen ein großes Potential, welches im Rahmen des Förderprojekts detailliert untersucht wurde. Im Hinblick auf die Kombination von mechanischen und thermischen Lasten mussten insbesondere die für das Aluminium typische geringere Steifigkeit und Biegewechselfestigkeit im Vergleich mit den Stahllegierungen berücksichtigt werden. Aus diesem Grund wurde mit Hilfe der FEM (Finite Elemente Methode) die der maximalen Belastung zugehörige schwächste Stelle der Vakuum-Kammerschalen lokalisiert. Die Hauptbelastung einer Vakuumkammer wird durch den äußeren auf der Kammer lastenden Druck verursacht, der durch die Erzeugung des Vakuums entsteht und als eine Flächenlast mit 0,1 MPa abgebildet werden kann.
Die Simulationsergebnisse zeigen, dass die größte Verformung von 0,36 mm in den längsten Kammerwänden auftritt. Die am stärksten beanspruchte Stelle der Konstruktion liegt im Bereich der Radien. Hier kommt es infolge der Biegung beider Seitenflächen zu einer Belastung von 30,04 MPa. Die Ergebnisse der Simulation zeigen, dass mit der Fließgrenze von mindestens 90 MPa bei 260 °C die Konstruktion der Vakuumkammer einen Sicherheitsfaktor 3 gegen bleibende plastische Verformung aufweist. Im Betrieb führt das Anlegen des Vakuums und anschließendes Belüften zu einer zyklischen Belastung der Vakuumkammer. Die zeitliche Auswirkung dieser Wechselbelastung kann anhand von Wöhlerdiagrammen abgeschätzt werden. Aus dem Vergleich der Spannungen folgt, dass bei der maximalen Dehnung von 0,037 % im Bereich der Radien die Konstruktion dauerfest ausgelegt ist und es auch unter Berücksichtigung von temperaturbedingten Gefügeänderungen nicht zu einem Anriss oder einem kompletten Versagen kommen kann. Nach den Ergebnissen aus diesem Förderprojekt können entsprechende Aluminiumlegierungen für die Kammerschalen eingesetzt werden.
Thermische Pyrolyse
Wie in der Einleitung bereits beschrieben, werden beim Löten flüchtige Bestandteile aus der Lotpaste, der Leiterplatte und den Komponenten freigesetzt. Zu den flüchtigen Aerosolen kommen noch diverse Feinpartikel hinzu, so dass ein effizientes Abscheidesystem beide Substanztypen abbauen/abscheiden muss. Ein Abscheidesystem nach dem Prinzip der thermischen Pyrolyse (aus der Petrochemie auch als Cracken bekannt) erfüllt größtenteils diese Anforderungen und lässt sich aus der energetischen Sicht insbesondere gut in den thermischen Prozess des Reflowlötens integrieren. Beim Cracken werden die langkettigen Kohlenwasserstoffverbindungen durch das Erhitzen der mit Lötrauch beladenen Prozessatmosphäre auf Temperaturen500 °C in Schwingung versetzt und in kurzkettige Komponenten gebrochen5). Neben der Temperatur beeinflussen die Verweilzeit und der Partialdruck das Cracken. Da sich der Druck in einer thermischen Pyrolyse für eine Konvektionslötanlage mit einem vertretbaren Aufwand nur bedingt anpassen lässt, sind für die Auslegung der Pyrolyse die Temperatur und der Durchsatz ausschlaggebend.
Eine weitere Möglichkeit, das Cracken zu beeinflussen, bietet die Anwendung von Katalysatoren. Ein Katalysator kann sowohl die Zersetzungstemperatur als auch die Verweildauer reduzieren, woraus sich eine Ersparnis an Energie und Zeit ergibt. Der Nachteil dieses Verfahrens liegt in der Notwendigkeit einer sehr guten Abstimmung des Katalysators (Materialauswahl) an das umzuwandelnde Produkt (Lötrauch). Bereits geringe Mengen an störenden Elementen (unbekannte Bestandteile des Lötrauchs) würden den katalytischen Prozess irreversibel deaktivieren.
Insbesondere mit der Kenntnis, dass sich die chemische Lotrauchzusammensetzung je nach Lotpasten-, Komponenten- und Leiterplattentyp stark unterscheidet, macht der Einsatz von Katalysatoren für flexibel einsetzbare Vakuum-Konvektionslötanlagen keinen Sinn. Die thermische Pyrolyse ist auch ohne Katalysator ein robustes Abscheideverfahren.
Bewertung der Abscheideleistung und des Energieverbrauchs
Nachdem die Funktionalität der Vakuumkammer und der Pyrolyse auf Baugruppenebene im Rahmen des Förderprojekts getestet wurden, erfolgte die Charakterisierung der gesamten Anlage. Zur Ermittlung der Verteilung der Residues in der Prozesskammer und zur Untersuchung deren Erfassbarkeit durch das neue Abscheidesystem wurden FID-Messungen durchgeführt. FID (Flammenionisationsdetektor) ist ein weitverbreitetes Messverfahren zur Detektion von flüchtigen Kohlewasserstoffverbindungen. Dabei wird das zu analysierende Gas mit einem Trägergas über eine Flamme geleitet und ionisiert. Beim Vorliegen von Kohlenwasserstoffen im zu untersuchenden Gas werden bei der Ionisierung Elektronen freigesetzt, wodurch ein Strom im pico-Ampere-Bereich messbar wird6). In der realen Fertigung entstehen die Residues beim Löten elektronischer Baugruppen und führen zu einer Verschmutzung der Anlagen. Im Labormaßstab muss dieser Zustand mit einem relativ großen zeitlichen Aufwand simuliert werden. Die FID-Messungen erlauben es, unter Berücksichtigung von Sättigungszeiten diesen Zeitraum zu verkürzen und anhand von Messwerten den Abscheidegrad (die Reinigungskraft) verschiedener Konzepte zu vergleichen.
Zur Erfassung der Ausgasungen wurde auf die Leiterplatten ein Lotpastengemisch aufgebracht. Das Gemisch bestand aus verschiedenen Lotpastentypen, um möglichst eine breitere Palette repräsentativer Inhaltsstoffe zu berücksichtigen. Die Lotpastenmenge auf jeder Leiterplatte betrug ca. 1,7 Gramm, was einem durchschnittlichen Lotpastengewicht in der Praxis entspricht. Zur Messung der Kohlenwasserstoffverbindungen wurden insgesamt 6 Entnahmestellen an der Lötanlage vorbereitet: Vorheizzone 1, Vorheizzone 6, Peakzone 2, Abluft Vakuumkammer, Kühlzone 1, Kühlzone 3.
Die höchste Konzentration der Kohlenwasserstoffverbindungen wurde in der Vorheizzone 2 mit 43 ppm gemessen. Hier beträgt die Prozesstemperatur ca. 150 °C. Bei dieser Temperatur fangen die in der Lotpaste enthaltenen Chemikalien (Aktivatoren, Lösemittel) an zu reagieren und auszugasen. In der Vorheizzone 6 und der Peakzone 2 liegt die Kohlenwasserstoffkonzentration bei 32 ppm, obwohl die Temperaturen der Zonen sich um 44 K unterscheiden. Am niedrigsten mit Residues belastet ist die Atmosphäre der Anlage in der Kühlstrecke. In der Kühlstrecke wird das Prozessgas nicht nur abgekühlt sondern zusätzlich gereinigt. Die Reinigung erfolgt durch das Kondensieren und Filtern von Feinst-Aerosolen bei Temperaturen 60 °C. Dieses Reinigungsprinzip ist jedoch für den heißen Bereich wenig effizient, da zum Abkühlen und anschließendem Aufheizen zusätzliche Energie notwendig ist. Entgegen der Erwartungen zeigten die Messungen, dass die aus der Vakuumkammer evakuierte Atmosphäre im Schnitt nur mit ca. 20 ppm Kohlenwasserstoffen belastet ist.
Der Energieverbrauch einer herkömmlichen Anlage liegt bei 16,5 kW. Die über die Messzeit gemittelten Ergebnisse zeigen, dass der Energieverbrauch der neuartigen Konfiguration bei 15 kW mit aktivem Vakuum-Prozess und 13,4 kW ohne Vakuum-Prozess liegt. Die erzielte Energieersparnis beträgt demnach 9 % mit Vakuum- und 18,8 % ohne Vakuum-Prozess.
Zusammenfassung
Die hier vorgestellte energieeffiziente Konvektionslötanlage mit einer thermischen Pyrolyse und Vakuumoption weist unter Berücksichtigung des Energiebedarfs der Vakuumpumpe eine Energieeinsparung von maximal 18,8 % im Vergleich zu heutigen Konvektionslötanlagen auf. Durch den Einsatz einer thermischen Pyrolyse, der die Rauchgase durch thermische Pyrolyse zersetzt, wird eine deutliche Minimierung der Kontamination der Vakuumkammer und des Prozessraumes erreicht. Durch die Simulation eines Fertigungsprozesses wurde erstmalig die Konzentration der Kohlenwasserstoffverbindungen in einzelnen Bereichen der Anlage ermittelt. Diese Erkenntnis erlaubt es, die aktuellen und zu entwickelnden Reinigungsmaßnahmen direkt dort wirken zu lassen, wo auch die meisten Residues entstehen.
productronica, Stand A4.335
info
Der Dank von Rehm Thermal Systems geht an die Deutsche Bundesstiftung Umwelt, die das Projekt gefördert haben.

Quellen
- S. Lüngen, Untersuchungen zur Realisierung einer optimalen Lötqualität beim Vakuumkondensationslöten, TU Dresden: Institut für Aufbau- und Verbindungstechnik, 2015.
- M. H. Poech, „Voiding- Ursachen und Wirkung,“ EE-Kolleg, Mallorca, 2009.
- Wutz, Handbuch Vakuumtechnik, Theorie und Praxis, Wiesbaden: Vieweg, 2004.
- W. Umrath, Grundlagen der Vakuumtechnik, Köln, 1997.
- G. Tarsilla, Chemie für den Maschinenbau: Organische Chemie für Kraft- und Schmierstoffe, Polymerchemie für Polymerwerkstoffe, Karlsruhe: Universitätsverlag Karlsruhe, 2008.
- J. Feßmann und H. Orth, Angewandte Chemie und Umwelttechnik für Ingenieure: Handbuch für Studium und betriebliche Praxis, ecomed-Storck GmbH: Augsburg, 2002.
.png)
Hier finden Sie mehr über:








{kind=link}