Vor einigen Jahren haben Elektronikhersteller darüber nachgedacht, die Automatische Optische Inspektions-Technologie (AOI) unter dem Gesichtspunkt des „Pattern Matching“ einzuführen. Bis zu dieser Zeit war es das Ziel eines jeden Prozessingenieurs, die Fehlerauffindung bei den gefertigten Baugruppen zu automatisieren und zu beschleunigen. Die Begrenzung bei dieser Art von Inspektion war verbunden mit der Erfassung und Interpretation von Daten. Heute, durch die Evolution der Technologie und die verbesserte Prozessfähigkeit bieten Computer eine extrem schnelle Bilderfassung und Analyse, welches AOI Systemen ermöglicht, mit Inspektionslogiken zu arbeiten. Diese unterschiedliche Inspektionsphilosophie umfasst einerseits eine quantitative Analyse des inspizierten Produktes und andererseits eine schnelle Verarbeitung der erfassten Information.
Die Fähigkeit, Werte zu messen und abzuspeichern während der Inspektion, erlaubt das Erstellen von historischen Statistiken und verbessert die Rückverfolgbarkeit; generell ist das AOI ein Werkzeug zur objektiven Analyse des Fertigungsprozesses. Von dieser Annahme ausgehend, kann das AOI als ein System betrachtet werden, das Fehler auf der Baugruppe abfangen kann. Das System muss die Prozessfehler lokalisieren und die Fälle an der die Prozessqualität von den Vorgabewerten abweichen, anzeigen. Es gibt Echtzeit Anzeigesysteme, die in der Lage sind, eine Linie zu stoppen und / oder ein Warnsignal bei einem oder mehreren Fehlern abzugeben: Dies ermöglicht ein Eingreifen bevor der Prozess drastisch wegdriftet und Funktionsfehler auf der Baugruppe entstehen. Dies ist eine sofortige Rückmeldung zum Bediener. Nachfolgend erlaubt die Analyse der Daten den Fertigungstechnologen die Schwachpunkte in der Produktionslinie festzustellen und mögliche Aktionen zur Korrektur zu planen.
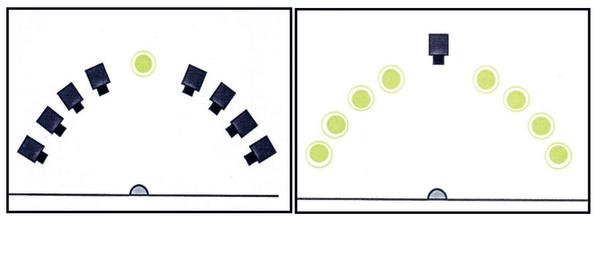
In Bezug auf die optische Inspektion gibt es zwei verschiedene Arten der technologischen Vorgehensweise: Eine Lichtquelle mit mehreren Kameras oder eine Kamera mit mehreren Lichtquellen (Bild 1). Die Mehrfachkamera-Lösung basiert auf dem Prinzip der Beleuchtung des Objektes mit einer Lichtquelle und das Erfassung des reflektierten Lichtes aus unterschiedlichen Abstrahlwinkeln. Die Mehrfach-Lichtquellen Lösung erlaubt die Erfassung der Reflexionen der unterschiedlichen Lichtquellen im gleichen Winkel. Bei der Evaluierung einer Lötverbindung an einer SMT Komponente erlauben beide Techniken die Form zu evaluieren; bei der Verwendung einer einzelnen Kamera wird vermieden, dass der PC Informationen aus verschiedenen Bildern zusammenfassen muss, was die CPU Prozesszeit reduziert. Die Einzelkamera-Lösung vereinfacht auch die Hardware und die Management Software. Mit einer Einzelkamera ist es auch möglich, eine Baugruppe konzentrisch in Bezug auf die Kamera-Achse zu beleuchten, dies reduziert die Probleme die durch die Schattenbereiche verursacht werden. Zusätzlich erlaubt die Einzelkamera-Lösung ein sequenzielles Einschalten der Lichtquellen um die unterschiedlichen Abstrahlwinkel von der Lötverbindung zu erfassen, was in diesem Falle die Anzahl der zu erfassenden Bilder erhöht (je nach der Anzahl der Lichter).
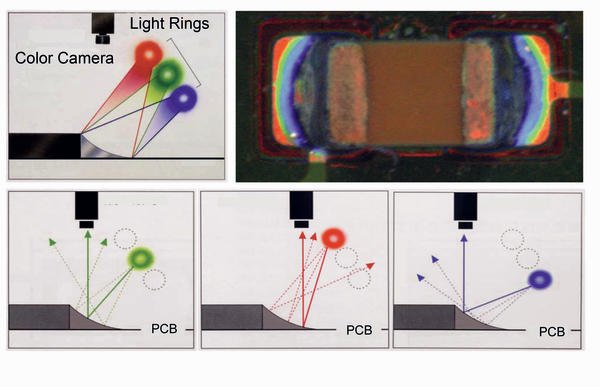
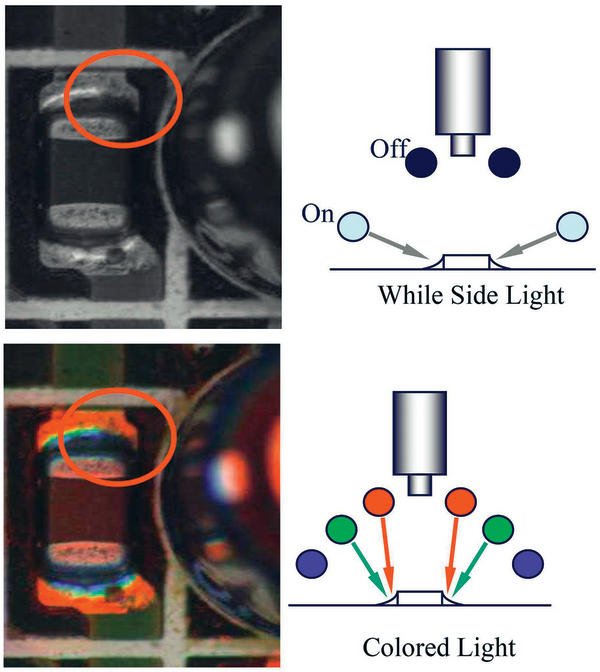
Um die Charakteristik einer Einzelbildaufnahme zu erhalten, ist es notwendig, die unterschiedlichen Lichter zur gleichen Zeit einzuschalten (in diesem Falle müssen diese unterschiedliche Farben haben um sich zu unterscheiden; die Kamera hat dazu drei Chips, jeweils einen für R, G, B). Auf dieser Weise ist es möglich, die reflektierenden Oberflächenebenen in unterschiedlichen Farben darzustellen: Jede Farbe korrespondiert mit einem bestimmten Abstrahlwinkel. Eine 16-millionen-farbige Bilderfassung, erlaubt eine 16-milionenfache Unterscheidung der Abstrahlungswinkel (256 x 256 x 256 Bildpunkte). Bild 2 zeigt das Arbeitsprinzip der Farbbeleuchtung und den korrespondierenden Effekt am Lötpunkt. Ein essenziell zweidimensionales Bild bekommt durch die Farbinformation eine dritte Dimension hinzu. Ist das farbige Bild einmal erfasst, analysiert es die Software; logische Algorithmen kombiniert mit Akzeptanzkriterien (Inspektionsbibliotheken) überprüfen das, was die Kamera gesehen hat und stellen fest, ob die Limits erreicht wurden oder sogar überschritten wurden.
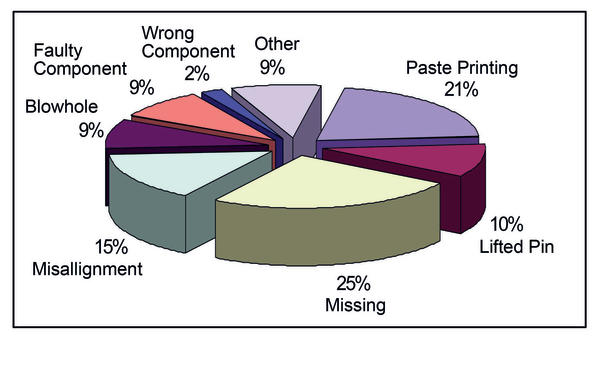
All diese Inspektionstechniken sind in Grunde eine Nachbildung der menschlichen Entscheidungsfähigkeiten: Die grundlegenden Eigenschaften einer Lötverbindung wurden in Parameter übersetzt und dann gemessen. Die Automatische Optische Inspektion hat den Vorteil der Objektivität und die Möglichkeit Daten zu erfassen, was im manuellen Inspektionsprozess unmöglich ist. Einige Fehler sind besonders wichtig, wenn man die Häufigkeit der Vorkommen betrachtet. Etwa 20 % der Fehler beeinflussen 80 % des Produktionsprozesses. Daher ist ein AOI System im gleichen Masse effektiv, wie es diese Fehler detektieren kann. Bild 3 zeigt die Fehlerverteilung, die in einem Automotive Produktionsprozess detektiert wurde, unter Verwendung eines In-Line AOI Systems platziert hinter dem Reflow Ofen. In diesem Prozessschritt wurden Probleme des Pastendrucks erkannt, wie abgehobene Anschlüsse, Luftlöcher, die durch Probleme der Benetzbarkeit (wettability) hervorgerufen werden. Der Bediener analysiert während der Reparaturphase die tatsächlichen Ursachen dieser Probleme. Die Fehler treten in unterschiedlichen Phasen des Lebenszyklus einer Baugruppe hervor und können durch den Fertigungsprozess, Test oder den Einsatz im Feld bedingt sein. Der Fertigungsprozess ist mit typischerweise 75 % der gesamten Fehler beteiligt und dort sollte das AOI System platziert sein.
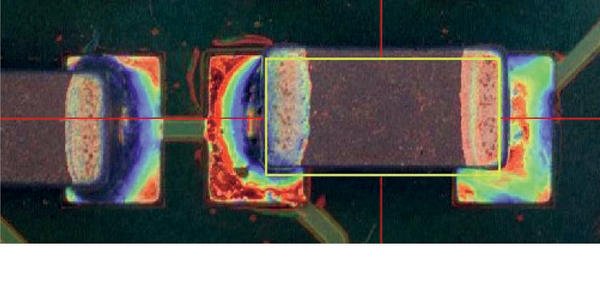
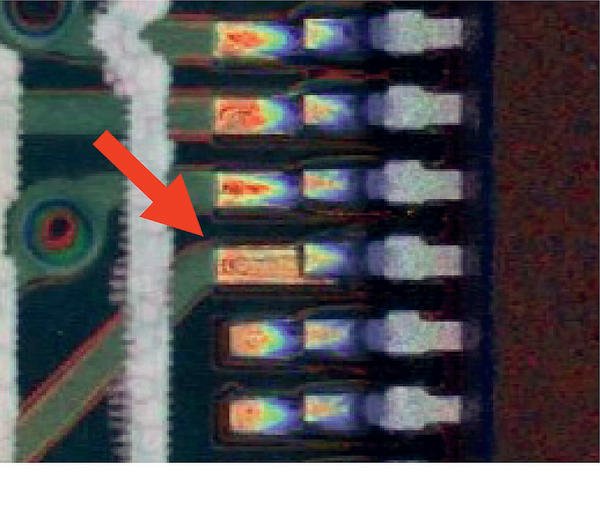
Die Verwendung von Farben bei der Komponenteninspektion ist ein fundamentale Eigenschaft: Das Vorhandensein von Komponenten (25(% Fehleranteil) und die Positionierung (15(% Fehleranteil) kann dadurch sehr effektiv und stabil bestimmt werden, da es sehr einfach ist, zwischen den Farben der Leiterplatte und der Komponente zu unterscheiden. So wird durch die Verwendung der Farbe der höchste Wert an Zusatzinformationen, im Vergleich zur Grauwert-Inspektion erreicht; die Farbauflösung bildet die Form der Lötstelle ab, nicht nur das Vorhandensein, sondern auch die Qualität (Benetzbarkeit). Die Lötverbindung ist eine elektrische Verbindung aber auch gleichzeitig ein mechanischer Anker: Das System muss garantieren, dass der Fertigungsprozess in einer befriedigenden Art nach den IPC Standards durchgeführt wurde und den Erwartungen des Herstellers gerecht wird. Dies soll die Wahrscheinlichkeit erhöhen, dass das Produkt im Felde überlebt. Bild 4 zeigt wie der Farbeffekt es extrem leicht macht, einen Koplanaritätsfehler zu detektieren. Die gut ausgeführte Lötstelle (links) zeigt eine rote Farbe an den Ecken, die Ebene; nahe am Anschluss ist es blau (in der Biegung/Meniskus). Der Anschluss, an dem die Komponente nicht gelötet ist (rechts), zeigt die gegenteilige Kondition: Rot an der Elektrode und blau-grün an den Ecken. Bild 5 zeigt das komplette Fehlen der Lötpaste: Der Anschluss zeigt eine gleichmäßige rote Farbe. Bild 6 zeigt wie die Anwesenheit einer hohen Komponente, wie ein Elektrolytkondensator, die Farbdarstellung an einer Lötstelle nicht beeinflusst. Einer der Vorteile beim Farbbasierenden AOI System ist, dass nur die Farbinformation und nicht die Lichtstärke verwendet wird; die Lötstelle bleibt deutlich blau, selbst im Schatten.
Zusammenfassend, bringt die Verwendung von Farbe einen deutlichen Vorteil bei der automatischen optischen Inspektion, insbesondere bei der Lötstellenanalyse und ist zweifellos am besten geeignet, den Produktionsprozess zu überwachen.
electronica, Stand A1.459
EPP 441
Unsere Webinar-Empfehlung

Applikationen aus dem Bereich der Leistungselektronik gewinnen immer mehr an Bedeutung. Die Inspektion dieser Applikation lässt sich mit der bewährten Standardtechnologie der 3D-Messtechnik bewerkstelligen.
Teilen:








{kind=link}