


Die heutigen High-End-HD-Schaltungen, Flex- und Starrflexschaltungen erfordern durch ihre hohe Integrationsdichte und die immer dünneren Trägermaterialien neue Trennmethoden. Durch innovative Laser strahlquellen ist es uns möglich den Nutzentrennprozess neu zu gestalten: Asys präsentiert das ALD 01 Automatic Laser Depaneling-System.
Martin Gehring, Asys, Dornstadt
Die heutigen High-End-HD-Schaltungen, Flex- und Starrflexschaltungen erfordern durch ihre hohe Integrationsdichte und die immer dünneren Trägermaterialien neue Trennmethoden.
Durch innovative Laserstrahlquellen ist es möglich, den Nutzentrennprozess neu zu gestalten.
Es stehen unterschiedliche Laserquellen zur Verfügung, die auf den jeweiligen Anwendungsfall abgestimmt werden müssen.
- Scheibenlaser
- Faserlaser
- YAG-Laser
- CO2-Laser
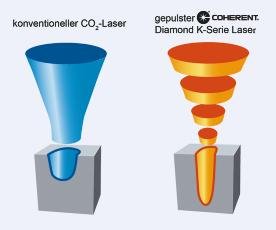
CO2-Laser bieten eine ausgesprochen gute Trennleistung und ein gutes Kosten-Nutzen-Verhältnis.
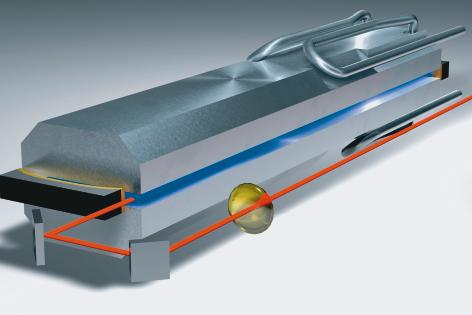
Asys hat die CO2-Lasertechnologie mit bewährten Maschinenkonzepten kombiniert. So entstand innerhalb kürzester Zeit ein leistungsfähiger Inline-Laser-Nutzentrenner. Bei dem eingesetzten Laser handelt es sich um einen HF-angeregten, geschlossenen (sealed-off) Slab-CO2-Laser der Firma Coherent, der nahezu wartungsfrei arbeitet und keine externe Gasversorgung benötigt. Diese CO2-Laser liefern eine ausgezeichnete Strahlqualität und werden gepulst betrieben. Die emittierte Wellenlänge beträgt nicht, wie sonst bei CO2-Lasern üblich, 10,6 µm, sondern 9,4 µm. Die Besonderheit hierbei ist, dass durch den Pulsbetrieb Laserpulse mit einer hohen Spitzenleistung erzeugt werden, wobei die Pulsanstiegs- und Abfallzeiten sehr kurz ausfallen. Durch die Kombination aus guter Strahlqualität, hohen Pulsleistungen und kurzen Pulszeiten wird eine gute Fokussierbarkeit des Laserstrahls erreicht und das zu schneidende Material mit minimaler Wärmeeinflusszone verdampft. Die Karbonisierung der Schnittkanten reduziert sich hierdurch deutlich.
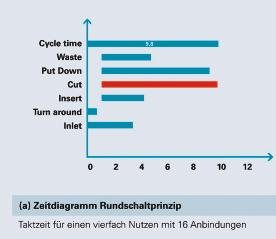
Die ALD 01 ist auf dem 1000-fach bewährten Rundtakttischprinzip aufgebaut. Der Arbeitsablauf ist in einzelne Aufgabenstellungen eingeteilt, die sich in den vier Taktstellungen des Rundtisches widerspiegeln.
- 1 Beladen
- 2 Lasern
- 3 Entladen
- 4 Reinigen
Der wesentliche Vorteil dieses Maschinenkonzeptes lässt sich mit dem folgenden Diagramm (a) darstellen. Das parallele Arbeiten reduziert die Zykluszeit auf den längsten Einzelarbeitsschritt und die Zeit für eine Vierteldrehung.
1 Beladen
Das Beladen erfolgt durch ein Einlauf-Segmentband, auf dem der Nutzen in seiner Übernahmeposition gestoppt wird. Eine pneumatische Handlingachse greift den Nutzen und setzt ihn im Aufnahmenest auf dem Rundtakttisch ab. Nach erfolgreicher Übernahme wird die Schnittstelle wieder freigegeben und der nächste Nutzen kann einlaufen.
2 Lasern
Die Laserquelle ist ein CO2-Laser mit einer Wellenlänge von 9,4 µ m, wobei der Laserstrahl über Spiegel auf die Trennstelle projiziert wird. Der Laserstrahl wird mit einem X/Y-Linearmotor-Achsensystem verfahren. Die hochgenauen, dynamischen Linearmotorachsen ermöglichen eine hohe Schnittgeschwindigkeit und eine hohe Konturgenauigkeit.
3 Entladen
Die gelaserten Baugruppen werden durch Weitertakten auf ihre Entladeposition gedreht und dann mittels Handhabungsroboter auf unterschiedlichen Auslauf-Transportmitteln positioniert. Die Lage der Einzelschaltung ist frei programmierbar. Die X,Y, Z-Linearmodule und ein Servo-Drehmodul ermöglichen eine lageorientierte Ablage.
4 Reinigen, Trennstegentsorgung
Durch eine Kippbewegung werden die Reststege in einen Abfallbehälter ausgekippt. Dieser Abfallbehälter kann im laufenden Betrieb entnommen und entleert werden.
Der Laser-Trennprozess beinhaltet viele Vorteile:
- Stressfreies Trennen, da keine Schnittkräfte auf die LP einwirken
- Hohe Schnittkantenqualität durch stabile Strahlführung und kein Werkzeugverschleiß
- Frei programmierbare Konturen mittels Bahnsteuerung
- Trennstegbreiten von 100 bis 200 µm
- Hohe Bauteile im Trennbereich sind kein Hindernis
- Die Trennseite ist frei definierbar, es ist kein Wenden notwendig
- Der Trennprozess ist annähernd staubfrei
EPP 417
Unsere Webinar-Empfehlung

Applikationen aus dem Bereich der Leistungselektronik gewinnen immer mehr an Bedeutung. Die Inspektion dieser Applikation lässt sich mit der bewährten Standardtechnologie der 3D-Messtechnik bewerkstelligen.
Teilen:








{kind=link}