Das Ziel beim Schablonen-Druck ist es, die richtige Menge an Lotpaste auf die vorgegebene Stelle der Leiterplatte aufzutragen. Ein scheinbar einfaches Ziel, obgleich viele Faktoren diesen Prozess beeinflussen. Die Faktoren sind bekannt, aber nicht immer leicht zu kontrollieren.
Chrys Shea, Greg Wade, Esse Leak, Ron Tripp, Grant Burkhalter, Alpha, Johnson City, NY (USA)
Selbst wenn die geeignetste Art eines robusten Auftragens der richtigen Menge Lotpaste bekannt ist, mag dies nicht immer möglich sein. Das Design der Leiterplatten (PCBs) kombiniert mit den oft unterschiedlichsten Bausteinen, die zum Teil dünnere Schablonen wie bei durchkontaktierten PCBs oder bei Hochfrequenz-Abschirmungen dickere Schablonen erfordern, was für den Anwender ein Dilemma darstellt: Wie soll er sicherstellen, dass an jeder Stelle das richtige Volumen an Lotpaste aufgetragen wird? Diese Studie befasst sich damit, wie man eine optimale Druckqualität erhält, wenn man es mit unterschiedlich feinen Details und einer Vielzahl verschiedener Schablonenhöhen zu tun hat, sowohl bei der Verarbeitung von Zinn-Blei-Paste als auch bleifreier Lotpaste. Es wird ebenfalls der Versuch unternommen, anhand von Beispielen die Effizienz bei der Übertragung von Lotpasten der laufenden Modellserien zu definieren.
Rückblick wissenschaftlicher Untersuchungen
Untersuchungen, inwieweit die Schablonen selbst den Druckprozess beeinflussen, begannen im Jahr 2001 mit einer Druck-Optimierungsstudie (Print Optimization [1]. Diese Studie untersuchte die Einflüsse von Öffnungsgrößen und Formen, der Winkel, der konischen Verjüngung sowie das elektrolytische Polierverfahren der Schablone auf das Auslösen der Lotpaste.
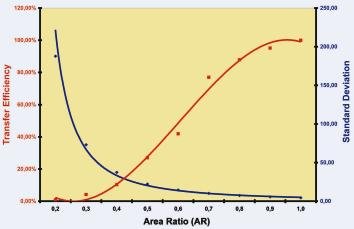
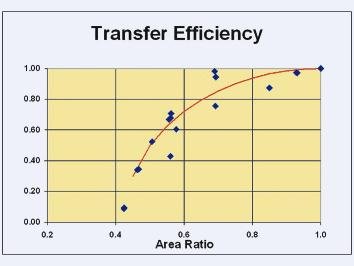
Das Auslösen wurde als Übertragungseffizienz gemessen und wie folgt kalkuliert:
Menge der tatsächlich aufgetragenen Lotpaste dividiert durch die Größe der Schablonenöffnung, in Prozent ausgedrückt.
TE = 100 x (2 535 x AR 3 426 ), wobei
TE die Transfer-Effizienz, und AR Area Ratio (Flächenwirkungsgrad) darstellt.
Die Beziehung zueinander kann grafisch aus Bild 1 entnommen werden.
Diese Studie quantifiziert die Mechanik des Auslösens von Lotpaste bedingt durch die Schablone. Durch die Analyse von über 10 Millionen Daten erhielt man ausgezeichnete Informationen, die in die Fertigungstechniken von Schablonen einflossen. Die große Abhängigkeit der Übertragungseffizienz vom Flächenverhältnis (Area Ratio), bedingt durch den Öffnungsgrad der Schablone selbst, war das überraschendste Ergebnis.
„Area Ratio“ ist per Definition das Verhältnis zwischen der Oberfläche der Schablonenöffnung auf der Seite der Leiterplatte zu der Oberfläche der Innenseiten der Wände des Durchbruchs.
Die statistische Analyse zeigte, dass für einen theoretisch angenommenen Lotpastentyp und dessen Löt-Parameter 95 % der Übertragungseffizienz vom Flächenverhältnis (Area Ratio) abhängig ist. Indem sich Area Ratio erhöhte, nahm die Standardabweichung der Übertragungseffizienz ab, was einen Mehrfachdruck mit gleicher Schablone bedeutet.
Ein Lotpasten-Volumen-Messgerät wurde aufgrund der umfangreichen Daten entwickelt und diente zur Unterstützung bei der Entwicklung von Schablonen mit sehr feinen Durchbrüchen.
Neues Projekt
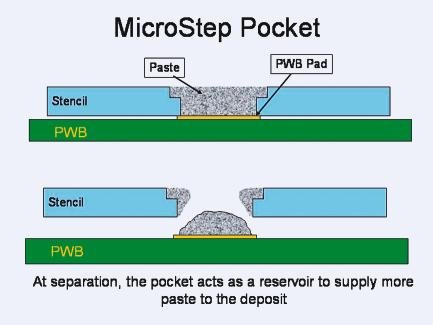
Im Zuge der Veränderungen bei Formulierungen von Lotpaste, die die Druckfähigkeit bei Leiterplatten mit feineren Strukturen verbessert, zeigte sich ein Bedarf von neuen Schablonenmodellen. Die Option eines neuen Schablonen-Designs namens MicroStep wurde eingeführt.
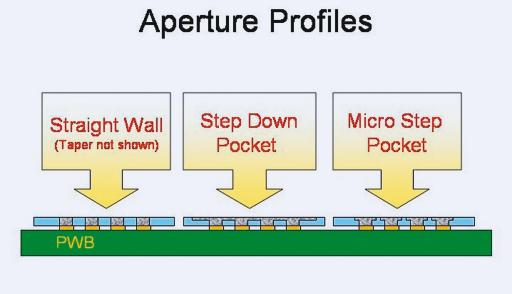
Das neue Projekt befasst sich mit der Übertragungseffizienz von Lotpasten unter Anwendung von Stufenschablonen mit 0,5 mm Abstufungsrastern. Dabei betrachtet wird die Wirkung von glatten Wänden (natürlich verjüngt), Aussparungen um Bausteine und MicroStep-Nischen. Alle Druckdaten wurden durch Reihenversuche der gängigsten Druckparameter an Leiterplatten ermittelt. Eine MicroStep-Nische ist eine individuelle, konzentrische Verringerung (step down) um jede Öffnung herum. Die traditionellen Abstufungen bei Schablonen nach unten (step down) sind erfahrungsgemäß durch den eingeschränkten Freiraum um die Schaltkreise herum limitiert. Falls dieser Freiraum zu gering ist, kommt es zu Mängeln beim Lotpastenauftrag bedingt durch den Druck des Rakels im Umfangsbereich der Schaltung. Stufenschablonen sind dann möglicherweise in Verbindung mit Druckkopf-Systemen nicht einsetzbar. Die Micro- Step-Nische stellt für beide Problemfälle eine Lösung dar.
Versuchsmethode
Angewandte Materialien
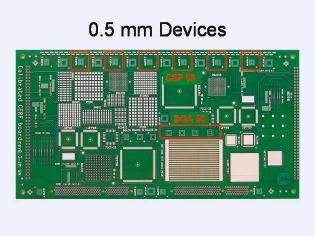
Zur Messung von etwaig unterschiedlich auftretenden Effekten der drei Schablonenentwürfe wurden Versuche in zwei unterschiedlich feinen Rastermaßen, mit zwei verschiedenen Lotpasten und drei verschiedenen Öffnungsprofilen durchgeführt. Die Bauteile hatten ein Rastermaß von 0,5 mm: CSP98; CABGA56.
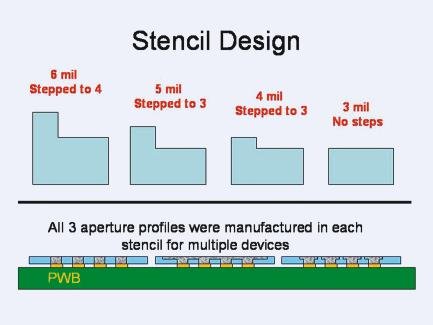
Die Schablonen wurden zur Bestimmung der tatsächlichen Durchbruchöffnungen auf der Rakel- und der Leiterplattenseite vermessen. Die Schablonenstärke sowie das tatsächliche Öffnungsvolumen wurden berechnet. Bei den Lotpasten kam je eine bleihaltige sowie eine bleifreie No-clean-Lotpaste in der Korngröße 3 zur Anwendung. Die bleihaltige Lotpaste war eine OM-5100 in einer Zinn-Blei-Legierung ( 63Sn37Pb ), das bleifreie Produkt war eine OM-338 in der Legierung SAC 305. Vier Schablonenstärken wurden verwendet: 3, 4, 5, und 6 mil, jede mit Abstufungen wie in Bild 4 gezeigt.
Die Testplatine war ein CERF-Board mit einer tauchversilberten Oberfläche. Sie enthielt eine Vielzahl feinstrukturierter Bereiche (Bild 5).
Die Drucktests
Für jede Kombination von Lotpaste und Schablone wurden die Leiterplatten hinsichtlich der Datenerfassung nummeriert, gereinigt und nacheinander bedruckt, um Fehler bei der Versuchsreihe einzuschränken. Gedruckt wurde mit einem MPM Ultraflex 3000 Drucker mit einer Druckgeschwindigkeit von 4 inch/s (ca. 100 mm/s ), einem Rakeldruck von 1.25 lbs/inch (ca. 230 g/cm) pro Rakellänge und einer Trenngeschwindigkeit von 1,3 cm/s. Jeweils die ersten vier Platten wurden verworfen. Anschließend wurden unterschiedliche Druckverfahren angewandt, um alle Daten aufgrund des Rakeldrucks von hinten nach vorne zu erfassen. Die Rakel wurden nach jedem Schablonenwechsel neu ausgerichtet. Die Schablonen wurden vor jedem Druck manuell auf der Unterseite gereinigt.
Das Sammeln von Daten
Mittels eines GSI 8200 wurden die aufgetragenen Lotpastenvolumen bestimmt. Für jede Lotpasten-Schablonenkombination wurden die Daten von vier Leiterplatten, wie an den jeweiligen Stellen im Bild 5 gezeigt, gesammelt. Die Daten wurden pro gedruckter Platte jeweils an vier BGA 56- und sechs CSP 98-Bausteinen analysiert.
Ergebnisse
Volumen und Wiederholbarkeit
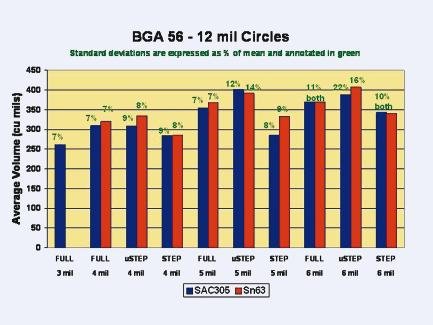
Bild 6 zeigt die Resultate für BGA 56 mit 12 mil Rastermaß. Die Ergebnisse zeigten eine gute Wiederholbarkeit (innerhalb einer Standard-Abweichung von ±20 %) sowohl bei der bleihaltigen als auch bei der bleifreien Lotpaste. Die Daten zeigen ebenfalls, dass beim Drucken eines Rastermaßes von 12 mil die stabilsten Druckresultate mit geraden, konisch zulaufenden Durchbrüchen bei Schablonenstärken von 4, 5 und 6 mil erzielt werden. Die MicroStep-Nischen erhöhen leicht das Durchschnittsvolumen, so dass die Variabilität der Volumina ebenfalls erhöht wurde.
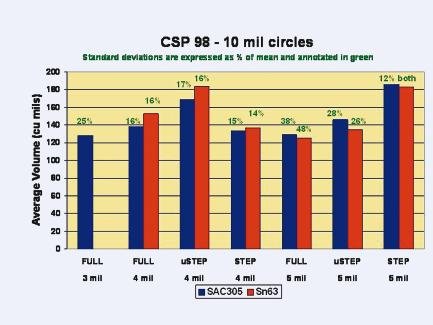
Im Bild 7 sind die Ergebnisse für CSP 98-Bausteine mit 10 mil Rastermaß zu sehen. Wiederum ist festzustellen, dass die Ergebnisse eine gute Wiederholbarkeit (innerhalb einer Standard-Abweichung von ±15 %) zeigten. Wie zu erwarten war, wurde die Herausforderung ein 10 mil Rastermaß mit einer 5 mil(ca. 130 my)-Schablone (Area Ratio von 0,5) zu drucken durch die Anwendung einer Step-down-Abstufung begünstigt. In diesem Fall ist nicht nur der Durchschnitt der aufgetragenen Volumen höher, sondern die Standard-Abweichungen sind auch niedriger.
Das Drucken von 10-mil-Rastermaßen mit 4-mil-Schablonen zeigte bei der Abstufung (step down) des gesamten Bereichs generell keine Vorteile, jedoch einzelne Vorteile waren durch die Anwendung von MicroSteps zu sehen. Diese zeigten Verbesserungen des Durchschnittsvolumen bei dem Flächenverhältnis (Area Ratio) von 0,45 bis 0,55, führten aber in einigen Fällen zu Abweichungen. Deshalb ist hier Sorgfalt bei der Anwendung geboten. Obgleich Daten für den Druck vom 10 mil Rastermaßen mit einer 6-mil-Schablone gesammelt und analysiert wurden, wird von ihrer Anwendung dringend abgeraten.
Übertragungseffizienz-Modelle
Die Druckeigenschaften bei den Lotpasten (bleifrei und bleihaltig) war nahezu identisch, so dass die Daten zusammengefasst und zusammen analysiert wurden, was die repräsentative Datenmenge erhöhte. Das Regressionsmodell hinsichtlich der Übertragungseffizienz zeigte eine lineare Entwicklung bei dem Area Ratio (Flächenverhältnis) in der Spanne von 0,4 bis 1,0. 0,4 war hierbei das niedrigste getestete Area Ratio. Area Ratios von weniger als 0,5 werden weiterhin nicht empfohlen.
Für jede denkbare Konfiguration bezüglich der erforderlichen Schablonenstärke und des jeweiligen Öffnungsdurchmessers können Aussagen zu einem optimalen Schablonenentwurf und der optimalen Öffnungsgeometrie unter Verwendung der Bilder 6 und 7 getroffen werden.
Die Gleichung, die die Übertragungseffizienz für diese Lotpasten darstellt, lautet wie folgt:
TE = SQRT (0,995 – 3,008* (1 – AR) ²), wobei
TE die Übertragungseffizienz und AR Area Ratio darstellt.
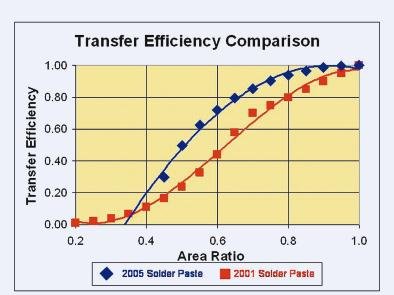
Im Bild 8 wird dieses grafisch gezeigt, wobei die blauen Markierungen und Trendlinien die Ergebnisse der neuesten Tests darstellen, während die roten Markierungen und Trendlinien jene Ergebnisse der Benchmark-Studie von 2001 zeigen. Die aktuelle Generation Lotpaste zeigt deutlich bessere Eigenschaften über das gesamte Spektrum des Area Ratios. Die Verlaufskurve der aktuellen Lotpasten zeigt ebenfalls eine andere Form. Diese Kurve sieht im oberen Quadranten kreisförmig aus, während die Kurve der alten Paste den Ausdruck einer mehrgliedrigen S-Kurve hatte. Deshalb hat die Gleichung der Verlaufskurve der neuen Paste andere algebraische Werte als die der Vorgängermodelle. Die Regressionsanalyse der Daten ergibt für R den Wert von 0,929. Das bedeutet einen hohen Grad an Korrelation. Die generierten Regressions-Koeffizienten waren:
Abwärts = –3,008 und y-Schnitt-punkt = 0,995.
Anmerkung: Übertragungseffizienz-Modelle werden nur für gradlinige (normal verjüngte) Schablonenöffnungen erstellt. Für mehrstufige Schablonenöffnungen oder MicroStep-Öffnungen wurden keine Modelle entwickelt. Auch sollte bedacht werden, dass das Erkennen von MicroStep-Abstufungen sehr schwierig ist.
Schlussfolgerung
Die Druckeigenschaften feiner Strukturen zwischen bleifreier und bleihaltiger Lotpaste waren nahezu identisch. Die weitverbreitete Auffassung unter Anwendern, dass man mit bleifreier Lotpaste nicht so gut drucken kann wie mit bleihaltiger, ist lediglich ein Mythos. Die bei den Drucktests gewonnenen Daten können als Referenz zur Unterstützung beim Entwurf von Schablonen und der Auswahl der geeigneten Schablonenstärke herangezogen werden. Da die Daten auf einer Leiterplatte aus herkömmlicher Produktionsserie erstellt wurden, kann der Leser ähnliche Resultate an seiner Produktionslinie erwarten.
Das Modell der Übertragungseffizienz zeigt durch die Veröffentlichung der Kennzahlen der neuen Lotpastenformulierungen eine klare Verbesserung gegenüber jenen aus ähnlichen Tests aus dem Jahr 2001.
MicroSteps kann die Übertragungseffizienz in speziellen Situationen, wo das Area Ratio sehr niedrig ist, verbessern. Übertragungseffizienz-Modelle für MicroStep sind noch nicht entwickelt worden.
EPP 412
Referenzen
[1] Fleck, I., Chouta, P.: „Eine neue Dimension bei der Optimierung im Schablonen-Druck“. Proceedings of SMTA International, September 2002
Unsere Webinar-Empfehlung

Applikationen aus dem Bereich der Leistungselektronik gewinnen immer mehr an Bedeutung. Die Inspektion dieser Applikation lässt sich mit der bewährten Standardtechnologie der 3D-Messtechnik bewerkstelligen.
Teilen:








{kind=link}