
Die zunehmende Packungsdichte und Komplexität von modernen Baugruppen erfordert besondere Qualitätssicherungsmaßnahmen im Fertigungsprozess. Zur Minimierung der Fertigungskosten wird zudem die Integration von Speicher-Programmierungen, Kalibrierungen oder die Prüfung von elektromechanischen Komponenten in Einheit mit der elektrischen Funktionsprüfung notwendig. Auf Grundlage des Signal-Testverfahrens mit dem Funktionstestsystem EDTest können diese Anforderungen erreicht werden.
Udo Metzkow, WesTest, Kassel
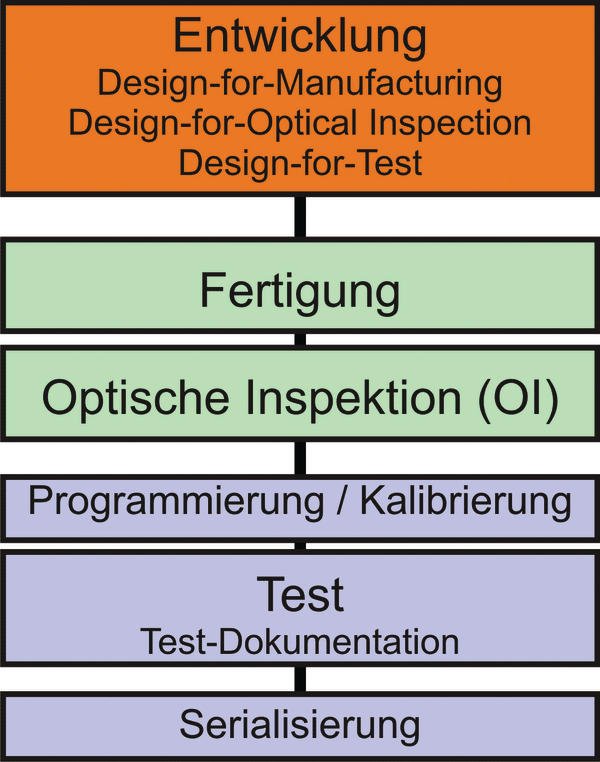
Von den gebotenen Qualitätssicherungsmaßnahmen Produktentwicklung unter Fertigungsaspekten, Optische Inspektion (automatisch AOI oder manuell MOI) und Röntgen Inspektion (AXI), ICT, Funktionstest (FCT mit automatischem Testequipment (ATE) und/oder mit im Produkt integrierten Selbsttest (Build-In-Self-Test, BIST) erreicht in der Praxis keine allein eine sichere Fehlerfreiheit. Mehrere aufeinander abgestimmten Maßnahmen sind nötig. Entscheidend ist die Abstimmung der Maßnahmen. Die Anwendung möglichst vieler Maßnahmen bringt nicht zwangsläufig mehr Erfolg.
Die aufgeführten Testverfahren erfordern für eine optimale Wirkung und eine kosteneffizienten Realisierung die Einhaltung spezifischer Design-Richtlinien im Entwicklungsprozess. Die im Fertigungsprozess verwendeten Maßnahmen müssen daher bereits vor der Entwicklung definiert werden. Die Auswahl der QSMaßnahmen muss abhängig von produktspezifischen Eigenschaften wie Bestückungstechnologie, Packungsdichte, funktionale Komplexität, Produktlaufzeit, Fertigungslosgrößen, usw. erfolgen. Die Grundvoraussetzung für eine qualitätsorientierte Fertigung ist eine auf den Fertigungsprozess abgestimmte Elektronik-Entwicklung. Hierzu müssen zahlreiche Designregeln in der Layout-Entwicklung und bei der Bauelemente-Auswahl beachtet werden.
Die optische Inspektion ist eine unmittelbare Verifikation der Fertigung. Zur schnellen Optimierung der Fertigungsprozesse sollte sie die Grundlage aller weiteren Test-Maßnahmen sein. Zur optimalen Prüfung von BGA- und verdeckten Bauelementen kann ergänzend Röntgen-Inspektion (AXI) verwendet werden.
Der InCircuit-Test dient der Prüfung der einzelnen Verbindungsnetze einer Leiterplatte, d.h. alle Bauelemente werden unabhängig voneinander ohne Versorgung des Prüflings getestet. Der Test prüft dabei die Funktion von bestimmten Standard-Bauelementen, sowie die Einbaulage (Polarität) und die Verbindung zur Leiterplatte. Systembedingt müssen alle Netze des Layouts einzeln kontaktiert werden. Aus dieser Anforderung leiten sich bereits eine Vielzahl von Designregeln ab, die sich mit der Kontaktierung der Bauelemente durch Prüfnadeln auseinandersetzen.
Das verwendete Testsystem muss für die maximale Anzahl von Layout-Netzen (Kanälen) der möglichen Prüflinge ausgelegt sein. Der Investitionsbedarf ist daher vom größten zu erwartenden Prüfling abhängig.
Die Testprogramme lassen sich zur Prüfung von Standard-Bauelementen (Widerstände, Kondensatoren, Induktivitäten, Dioden, Transistoren, Optokoppler, Logikgattern, usw.) automatisch aus den Bauteillisten des eCAD übernehmen. Nicht standardisierte oder komplexe ICs müssen (soweit vom InCirquit-Testsystem unterstützt) mit Funktionstests geprüft werden.
Der InCircuit-Test ist perfekt für Baugruppen mit bedrahteten Bauelementen, geringer Packungsdichte, einfachen Standard-Bauelementen und großen Fertigungslosen geeignet. Systembedingt wird je Prüfling, unabhängig von den Fertigungs-Stückzahlen, eine strikte Einhaltung der DFT-Richtlinien und eine aufwändige Kontaktierung benötigt. Zur Flexibilisierung können die Prüfnadel-Adapter auf Kosten der Testgeschwindigkeit durch Flying-Probe Testköpfe ersetzt werden.
Bei hoch integrierten Leiterplatten in Bezug auf Packungsdichte oder mit Multilayer-Layouts können oft keine Prüfnadeln gesetzt werden, weshalb ICT unmöglich wird. Bei Kombination von IICT und Funktionsprüfung muss geprüft werden, ob die InCircuit-Adaption mit Prüfnadeln für die Funktionsprüfung geeignet ist. Häufig müssen Störeinflüsse durch Testnadeln an nicht benötigten Signalen durch einen zweistufigen Adapter eliminiert werden.
Befinden sich komplexe Bauelemente auf dem Prüfling, so ist eine Prüfung nicht oder nur mit hohem Aufwand möglich, d.h. der Vorteil der einfachen Testprogramm- Erstellung auf Basis der Fertigungsdaten ist nur bei Realisierung einer geringen Prüftiefe erreichbar.
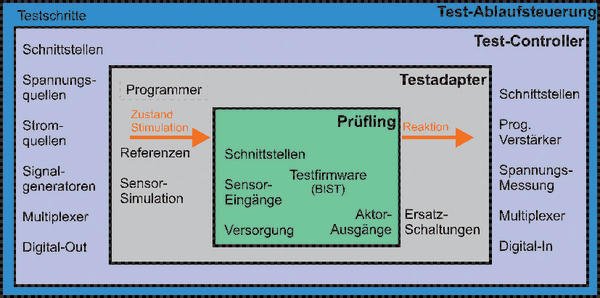
Der Funktionstest prüft die funktionellen Eigenschaften eines Prüflings, d.h. eines Bauelementes, einer Baugruppe bzw. eines vollständigen Gerätes. Der Prüfling wird bei elektrischer Versorgung in einen definierten Zustand gebracht, mit bestimmten Stimuli angeregt und anschließend die Reaktion getestet (vgl. Definition Testbarkeit). Das Testsystem simuliert dabei das Umfeld des Prüflings, d.h. die Sensor-Eingänge werden mit Referenzen und die Aktor-Ausgänge mit Ersatzschaltungen verbunden.
Im Interesse von stabilen Messergebnissen und einer präzisen Fehlerlokalisierung werden möglichst keine realen Sensoren und Aktoren verwendet. Darüber hinaus wird durch die Nachbildung der realen Sensoren und Aktoren vielfach ein zerstörungsfreier Test von fehlerhaften Prüflingen bei entsprechender Prüfplanung ermöglicht. Beispielsweise wird an einen Temperatur-Sensoreingang eine Spannungsquelle und an einen Steuerausgang eine elektronische Last geschaltet.
Zur elektrischen Stimulation und Messung der Reaktion werden Testpunkte an den Sensor- und Aktor- Anschlüssen des Prüflings benötigt. I.d.R. kann hierzu die natürliche Kontaktierung, d.h. die für die Anwendung vorgesehenen Kontakte des Prüflings, verwendet werden.
Die Auswahl der technischen Kontaktierung ist daher nur von wirtschaftlichen Erwägungen und den Prüflosgrößen abhängig. Folgende Adaptionen sind aufgrund der meist überschaubaren Anzahl an Testpunkten möglich:
- Kabelsatz mit einzelnen Kupplungsverbindern zu den Prüfling-Steckverbindern
- Mechanisch angetriebene Kontakte zu den Prüfling- Steckverbindern (zur Reduzierung der Einsteckkräfte) Prüfnadelbrett:
Als Instrumente zur Stimulation und Messung des Prüflings werden im einfachsten Fall steuerbare Laborgeräte (z.B. über USB, GPIB, RS232, usw.) und die vom Steuerungscomputer bereitgestellten Schnittstellen verwendet. In der Praxis führt diese Vorgehensweise jedoch zu sehr unübersichtlichen und im Fertigungsprozess nicht handhabbaren Testaufbauten. Üblicherweise werden daher die für ein Prüfprojekt erforderlichen Instrumente und Schnittstellen auf Steckkartenbasis oder wie bei EDTest als Kompaktgerät zusammengefasst.
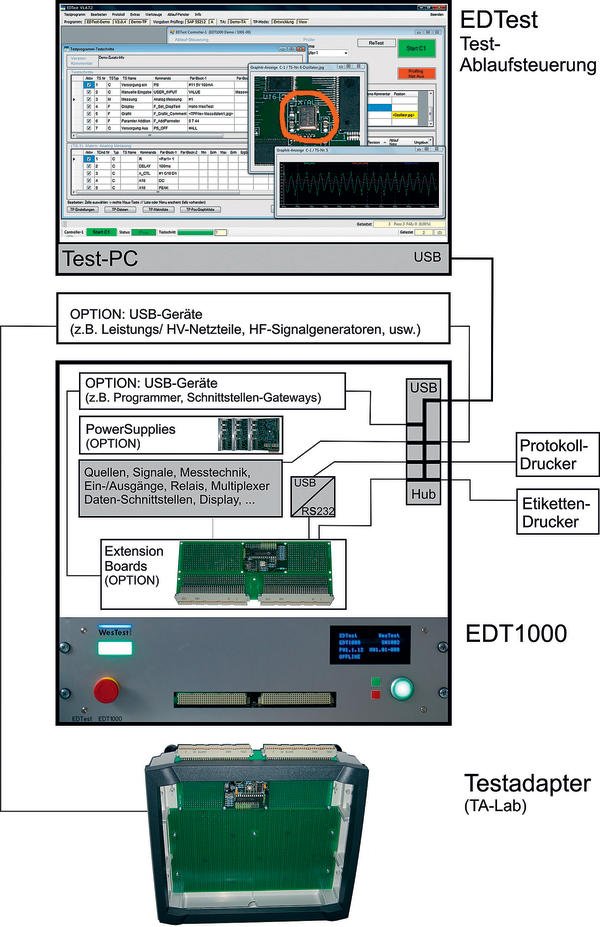
Testsysteme auf Steckkartenbasis erfordern zur Adaption zum Prüfling einen aufwändigen Kabelsatz. Insbesondere bei wechselnden Projekten ergeben sich daraus hohe Rüstaufwände bzw. komplexe Prüfstände. Zur Prüfung von Bauelementen und Baugruppen hat sich daher das mit EDTest realisierte Testadapterkonzept bewährt, bei dem an ein Kompakttestgerät direkt der zur Kontaktierung des Prüflings erforderliche Testadapter angeschlossen wird. Dieses bei Bauelementen seit mehr als 20 Jahren praktizierte Testkonzept wurde mit EDTest erstmals auf die Prüfung von Baugruppen über tragen.
Der EDTest-Controller EDT1000 beinhaltet in der Grundausstattung alle zur Funktionsprüfung von Prüflingen üblicherweise benötigten Instrumente und bietet darüber hinaus ein flexibles Erweiterungskonzept. Über einen integrierten USB-Hub können beliebige USBKomponenten mit in das Testsystem integriert werden. Damit können Instrumente für HV-Quellen und –Messungen, HF-Generatoren und –Messgeräte, sowie beliebige Programmer für MikroController und Speicher, Schnittstellen-Gateways, usw. mit in den Testablauf integriert werden. Darüber hinaus können mit sogenannten ExtensionBoards beliebige Messschaltungen in den EDTest-Controller integriert werden.
Durch die Verwendung des EDTest-Controllers als Basis für die Funktionsprüfung ist nur ein geringer Investitionsbedarf notwendig. Die Test-Ablaufsteuerung ist die Basis jeder Funktionsprüfung. Das EDTest Testsystem bietet neben dem Testablauf auch Funktionen zur Fehlerfindung bzw. Reparatur und Verwaltungs-Funktionen, wie eine Seriennummernverwaltung, Testdatenbanken mit statistischer Auswertung, sowie die automatische Dokumentation der Testprogramme und die Protokollierung der Testdurchläufe.
Ein Testprogramm besteht wesentlich aus einer Testschrittliste und sollte darüber hinaus alle für die Testdurchführung erforderlichen Daten beinhalten. EDTest speichert daher alle zur Funktionsprüfung erforderlichen Daten in einer Datei, so dass in der Fertigung keine Installation notwendig ist.
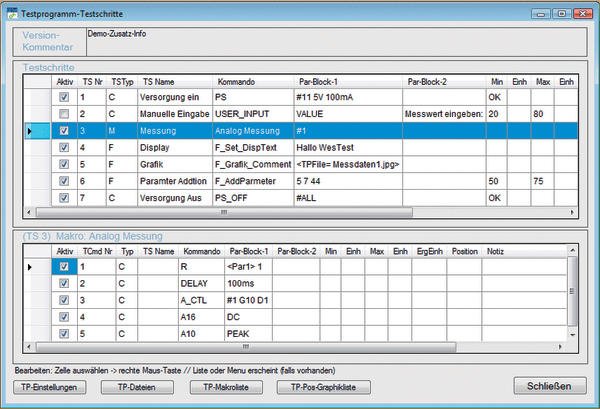
Die Testschritte prüfen die einzelnen funktionellen Eigenschaften des Prüflings, d.h. jeder Testschritt versetzt den Prüfling zunächst in einen definierten Zustand und bewirkt die Stimulation. Anschließend erfolgt die Messung der Reaktion mit einer Bewertung, die zu einem Pass oder Fail des Testschrittes führt. Zur Bewertung werden aus den Messwerten Kennwerte ermittelt, welche mit den Sollwerten eines fehlerfreien Referenzprüflings unter Vorgabe von Toleranzen verglichen werden. Sind alle Testschritte Pass, so gilt der Prüfling als funktionsfähig. An die Programmierung der Testschritte werden hohe Anforderungen in Bezug auf eine schnelle Realisierbarkeit und hohe Flexibilität gestellt. Die Steuerung derTestsystem-Instrumente sollte daher ohne Kenntnisse einer Programmiersprache erfolgen können.
Erweiterungen für kundenspezifische Adaptionen
Beim EDTest Testsystem stehen zur Verwendung der Instrumente einfache Kommandos zur Verfügung. Beispielsweise wird die „PowerSupply 1“ zur Versorgung eines 5V-Prüflings mit „PS #1 5V 100mA“ aktiviert. Die Kommandos können im Prüfablauf, oder auch einzeln in einem Terminal-Modus ausgeführt werden. Zur universellen Implementierung von Prüflings- Steuerprotokollen und Erweiterungskomponenten sollte eine Standard-Programmiersprache verwendet werden können, so dass evtl. vorhandene Quelltextsequenzen genutzt werden können. EDTest verwendet hierzu die Microsoft VisualStudio .NET Programmiersprachen, d.h. die Testschritte können beispielsweise in C# oder VisualBasic ausprogrammiert werden. In die programmierten Quelltextsequenzen können die EDTest Kommandos des Controllers einfach integriert werden. Jeder einzelne Testschritt des Testprogramms kann gemäß seinem Testschritt-Typ sowohl als Kommando (C), als Makro (M), d.h. als Kommandoliste oder als Funktion (F), d.h. in C# oder VB programmiert werden. Bei Funktionen wird als Kommando direkt der Funktionsaufruf aus der VisualStudio-DLL angegeben.
Vor der Ausprogrammierung der Prüfschritte muss anhand der Prüflingsdaten eine Prüfplanung vorgenommen werden. Abhängig von der geforderten Prüftiefe und der Beschaffenheit des Prüflings kann die Planung der Testschritte mit zwei Verfahrensweisen erfolgen, dem Device-Test und dem Signal-Test.
Beim Device-Test erfolgt der Test des Prüflings wie in der Applikation, d.h. er wird als Black-Box betrachtet. Die Testschritte werden so definiert, dass das applikationstypische Verhalten des Prüflings nachgebildet wird. Ausgehend vor der positiven Prüfung der Prüfling- Funktionen wird auf die Funktion der internen Schaltungskomponenten geschlossen.
Beim Signal-Test erfolgt der Test des Prüflings losgelöst von der Applikation. Dabei werden die einzelnen Signalpfade der Baugruppe einer Prüfung unterzogen. Hierzu wird beginnend von der Stimulation der Prüfling-Signal-Eingänge, gemäß dem Signalpfad entsprechend dem Prüfling-Schaltplan, die Auswirkung auf die Aktor-Ausgänge geprüft. Alternativ zur Stimulation von Prüfling-Eingängen kann die Stimulation von Signalpfaden auch innerhalb des Prüflings z.B. durch die Testsoftware eines Prüfling-MikroControllers erreicht werden.
epp443
Unsere Webinar-Empfehlung

Applikationen aus dem Bereich der Leistungselektronik gewinnen immer mehr an Bedeutung. Die Inspektion dieser Applikation lässt sich mit der bewährten Standardtechnologie der 3D-Messtechnik bewerkstelligen.
Teilen:








{kind=link}