

In der Elektronikfertigung werden Produktionslinien zur Qualitätssicherung bereits seit vielen Jahren durch die Verwendung von Inline-Röntgeninspektionssystemen unterstützt, denn nicht alle Lötungen der verwendeten Komponenten sind optisch sichtbar. Wie auch bei der Lotpasteninspektion und der optischen Lötstelleninspektion führt nun der Trend immer stärker hin zu einer dreidimensionalen Auswertung. Schnellere, leistungsstärkere Rechner und technologische Fortschritte speziell bei der Bildqualität machen dies möglich.
Rebekka Malten, Peter Krippner Viscom AG
Treibend für den Einsatz einer vollflächigen, dreidimensionalen Prüfung sind zum Ersten die immer höhere Packungsdichte komplexer Baugruppen und die daraus resultierenden Abschattungen von Bauteilen. Solche hochintegrierten Baugruppen treten nicht nur im CCC-Markt (Computer, Communication and Consumer) auf, sondern sind zunehmend auch in den Bereichen hochwertiger Leistungselektronik, Automotive und Avionik vorzufinden.
Zum Zweiten besteht vielfach der Wunsch, doppelseitig dicht bestückte Baugruppen als letzten Schritt der Fertigungskette mit nur einem Inspektionssystem in einem Durchgang zu prüfen. Die für den Bediener leichtere Interpretierbarkeit von Dimensionen wie zum Beispiel der Höhe als Resultat einer dreidimensionalen Prüfung liegt zusätzlich auf der Hand.
Drittens ist die Anwendung aller Arten von sogenannten Stacked Chips oder ähnlichen Bauteilen, die in sich selbst bereits dreidimensionale Strukturen enthalten, ein aktuell stark zunehmendes Thema.
Im Folgenden stellen wir zuerst die Unterschiede und Gemeinsamkeiten industrieller 3D-Röntgenverfahren heraus und erläutern dabei die verschiedenen Funktionsweisen. Zusätzlich stellen wir ein geeignetes Inspektionskonzept für die Elektronikfertigung vor.
Was ist was? Laminographie, Computertomographie (CT) und planare CT
Um eine Aufnahme eines Objektes mittels Röntgenstrahlung zu erstellen, werden eine Röntgenquelle und ein Detektor benötigt. Der Detektor fängt die das Objekt durchdringende Strahlung auf und misst deren Intensität. Diese variiert örtlich abhängig davon, wie viel Energie auf dem Weg durch unterschiedliche Materialarten und -stärken absorbiert wird.
Die drei meistgenutzten Verfahren unterscheiden sich im Wesentlichen durch die Art und Weise der Bewegungen von Röntgenquelle, Detektor und Prüfobjekt zueinander. Auch bei der rechnerischen Rekonstruktion der aufgenommenen Bilddaten gibt es Unterschiede.
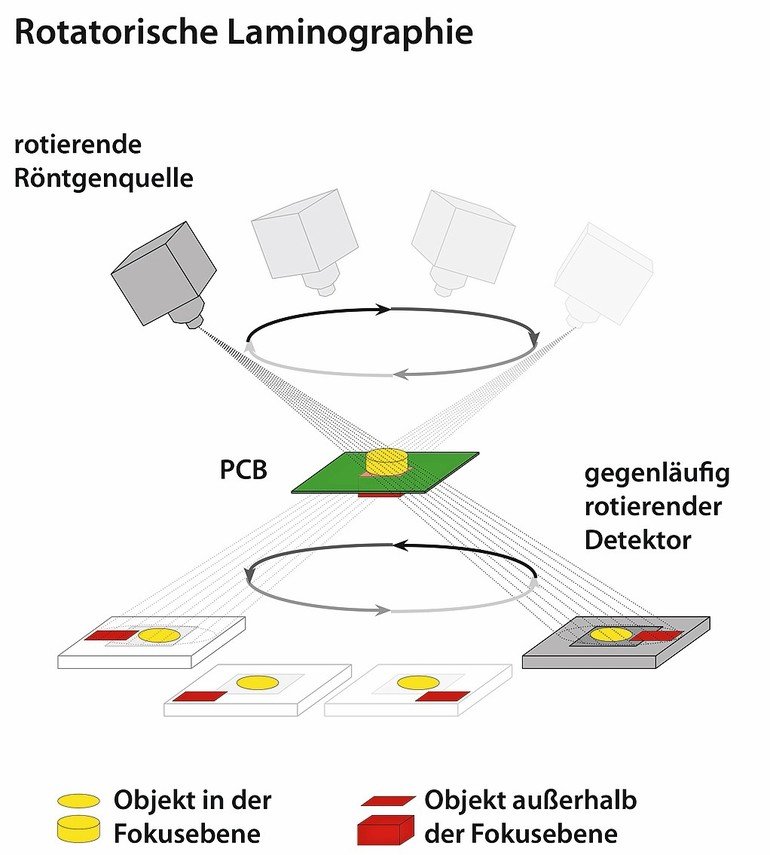
Bei der rotatorischen Laminographie rotieren der Detektor und die Röntgenquelle gegenläufig oberhalb und unterhalb des zu prüfenden Objektes in dazu parallelen Ebenen, das Objekt selbst bleibt fix. Die Intensitäten der kontinuierlich aufgenommenen Durchstrahlungsansichten aus einer Runde werden im Sensorchip des Detektors aufaddiert. Durch die Schrägdurchstrahlung sind in der Ergebnisaufnahme die nicht im Strahlungsfokus liegenden Abbildungen des Objektes schwächer ausgeprägt, da sie durch die Rotation auf verschiedenen Bereichen des Detektors aufgenommen wurden. Auf diese Art und Weise erhält man in einem Prüfdurchgang die Ansicht genau einer Ebene des Objektes, der sogenannten Fokusebene. Sollen also zum Beispiel fünf Schichten der Lötungen eines Ball Grid Arrays (BGAs) auf Fehler untersucht werden, sind fünf vollständige Durchgänge für die Bildaufnahme notwendig.
Mittels Laminographie können damit zwar besonders gut flache Objekte wie Leiterplatten durch die Trennung in wenige einzelne Ebenen im Detail abgebildet und damit vorhandene Lötfehler zugänglich gemacht werden. Da aber für jede dieser Ebenen ein vollständiger Aufnahmedurchlauf notwendig ist, übersteigen die Gesamtprüfzeiten häufig die in der Fertigung gewünschten oder vorgegebenen Taktzeiten.
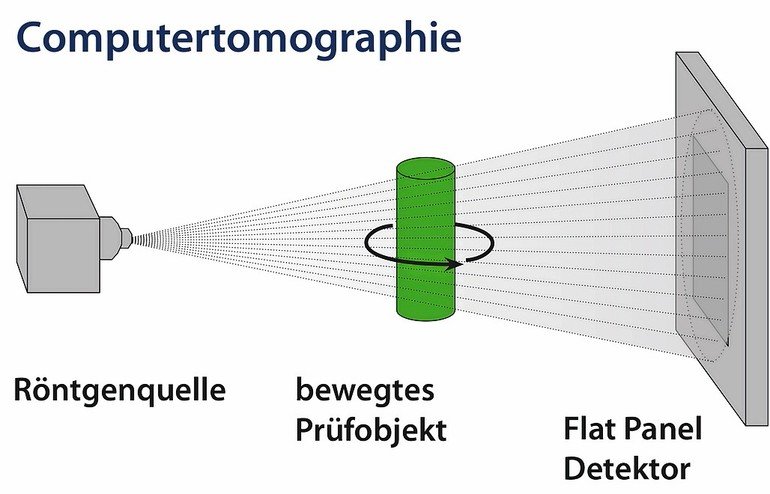
Die Computertomographie, kurz CT, ist durch ihren verbreiteten Einsatz in der Medizin wohl die bekannteste der hier vorgestellten Röntgentechniken. Im Gegensatz zur Medizintechnik, bei der meist die gesamte Konstruktion um den Menschen rotiert, dreht sich im Kontext der industriellen Prüfung in der Regel das Objekt zwischen Röntgenquelle und -detektor in gleichmäßigen und möglichst kleinen Schritten einmal vollständig um seine eigene Achse. Alle angefallenen Einzelaufnahmen werden im Nachhinein miteinander verrechnet. Das Ergebnis des gesamten Prozesses ist eine Gesamtrekonstruktion des Prüfobjektes, also ein dreidimensionales Volumenmodell. Nun kann nahezu jede beliebige (auch nicht achsenparallele) Schicht rechnerisch aus dem Objekt herausgelöst und analysiert werden.
Eine Aufnahme mittels CT bietet sich besonders bei rotationssymmetrischen oder solchen Objekten an, die eine in alle drei Raumrichtungen möglichst homogene Ausdehnung und Materialbeschaffenheit besitzen. Sie ist jedoch durch die vielen Einzelaufnahmen mit einem sehr hohen Zeitaufwand verbunden und daher nicht für eine Inline-Prüfung in der Elektronikfertigung geeignet.
Für alle Schichtaufnahmeverfahren gilt es, eine möglichst hohe Anzahl von Aufnahmen aus unterschiedlichen Winkeln in das Ergebnis mit einzubeziehen, da mit vielen verschiedenen Ansichten störende Strukturen leichter eliminiert werden können. Dies muss in jeder Fertigung, speziell aber in der Elektronikfertigung mit häufig sehr kurzen Taktzeiten zusätzlich in möglichst wenig Zeit erreicht werden.
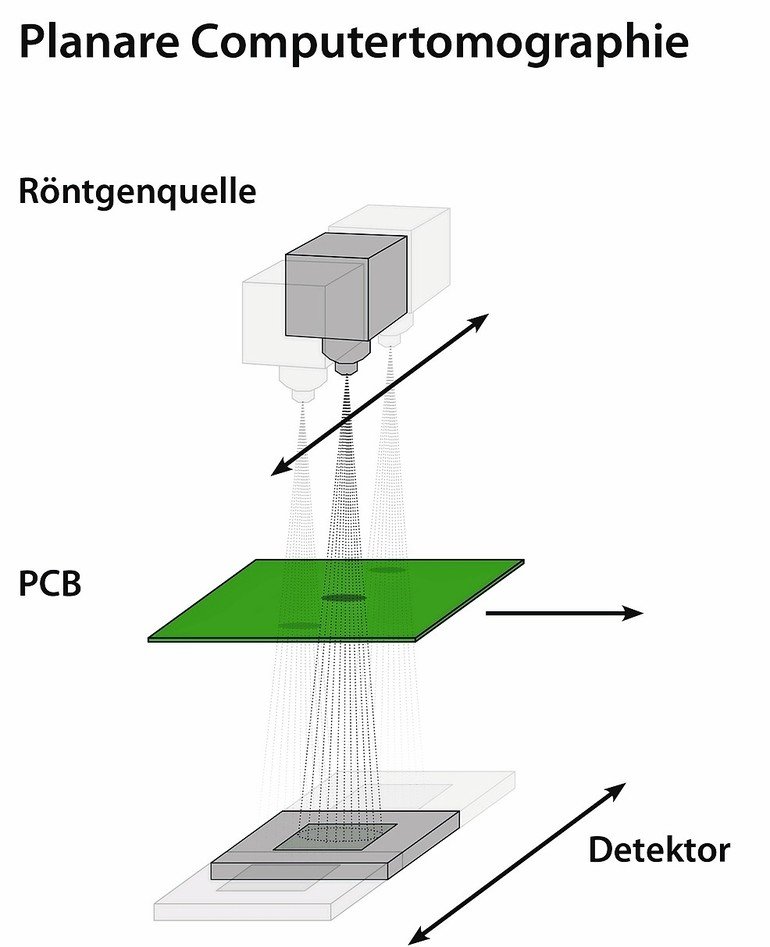
Bei der planaren CT, mitunter auch als Tomosynthese bezeichnet, wird das gesamte Objekt in einem Durchgang aus möglichst vielen verschiedenen Winkeln aufgenommen. Der Detektor und die Röntgenquelle bewegen sich dabei – anders als bei der Laminographie – simultan in zum Objekt parallelen Ebenen. Die verwendete Rückrechnungsmethode entspricht dem Rückrechnungsverfahren in der Computertomographie. Daher ist ein mögliches Resultat eine vollständige dreidimensionale Rekonstruktion des gesamten Objektvolumens. In der Regel wird jedoch aus zeitlichen Gründen (Taktrate!) nur eine vorher festgelegte Anzahl von virtuellen Objektschichten rekonstruiert.
Im Nachhinein können dabei insbesondere nicht nur horizontale, sondern gleichzeitig auch senkrechte virtuelle Objektschnitte dem Inspektionsprogramm bereitgestellt und auf Fehler untersucht werden. Eine solch hohe Flexibilität bezogen auf die Auswertung führt dazu, dass ein Prüfsystem mit planarer CT optimal an die verschiedenen Anforderungen angepasst werden kann. Die planare CT ist also für die Qualitätssicherung in der Fertigung von elektronischen Baugruppen ideal geeignet.
Die verschiedenen Detektorvarianten in der 3D-Röntgeninspektion
Bei der automatischen, vollflächigen und dreidimensionalen Inline-Röntgeninspektion wird die gesamte Baugruppe zu 100 % geprüft. Das soll zeitlich effizient und (in Relation zur manuellen Inspektion) möglichst kostengünstig realisiert werden. Die Qualität der rechnerischen Rekonstruktion von gewonnenen Bilddaten wird dabei von mehreren Faktoren beeinflusst:
- der Anzahl der Aufnahmen aus verschiedenen Winkeln bzw. Richtungen,
- der Größe des Aufnahmewinkels,
- der Qualität der einzelnen Bildaufnahmen.
Insbesondere der letzte Punkt bedarf einer näheren Betrachtung, da er wesentlich von der Art des eingesetzten Röntgendetektors abhängt. Für gewöhnlich wird je nach Anforderung einer der drei folgenden Detektortypen eingesetzt, die sich hinsichtlich ihres Funktionsprinzips und der resultierenden Bildqualität unterscheiden.
Seit vielen Jahren werden sogenannte Bildverstärker genutzt. Diese setzen die Röntgenstrahlung am Eingangsfenster in ein Röntgenbild am Ausgangsfenster um, welches im Prinzip einem kleinen Monitor entspricht. Dieses Bild am Ausgangsfenster kann dann mit einer Kamera ab- beziehungsweise aufgenommen und in den Auswerterechner transferiert werden. Die Bildqualität eines Bildverstärkers erlaubt es allerdings in der Regel nur eingeschränkt, 3D-Rekonstruktionen von guter Qualität für eine nachfolgende automatische Prüfung zu erzielen.
Digitale Flachbilddetektoren, sogenannte FPD (englisch Flat Panel Detector), sind die moderne Alternative zum analogen Bildverstärker. Obwohl sie im Kern meist auch analoge Bildwandlertechnologie enthalten, liefern sie digitalisierte Ausgangssignale und eine diskrete, präzise Pixelanzahl. Dies führt zu einer sehr hohen Bildqualität. Da außerdem die Lebensdauererwartungen deutlich gestiegen sind und die Preise moderat fallen, dringen FPD trotz der höheren Kosten immer weiter in die industrielle Röntgenprüfung vor. Durch technische Weiterentwicklungen konnten in jüngster Zeit höhere Bildaufnahmeraten (frames per second, FPS) und eine höhere Pixelanzahl, also ein größeres Bildfeld erzielt werden, was die Anwendbarkeit im Inline-Einsatz deutlich steigert. Für eine vollflächige 3D-Rekonstruktion einer Baugruppe ist der erzielbare Durchsatz für den Inline-Einsatz in der Regel jedoch immer noch zu gering.
Als weitere Detektor-Variante kommen TDI-Zeilenscanner (TDI als Abkürzung von time delay integration) zur Anwendung. Hierbei erfolgt die Bildaufnahme in einer scannenden Bewegung quer zur Zeilenrichtung. Dabei lässt sich die Prüfgeschwindigkeit durch die Verwendung von mehr als nur einem Sensor bzw. mehr als nur einer Scan-Zeile und damit dem parallelen Aufnehmen von Ansichten deutlich beschleunigen. Das Prinzip der Bildwandlung ist dem FPD vergleichbar, allerdings liefert das Verfahren eine bedeutend höhere Datenrate mit nur geringfügig verminderter Qualität, zusätzlich aber günstigeren Kosten. Ein TDI-Zeilenscanner eignet sich damit für eine qualitativ hochwertige Aufnahme größerer Regionen in sehr kurzer Zeit.
Insgesamt ist festzuhalten, dass jede Konfiguration einen Kompromiss darstellt. Im industriellen Kontext muss immer zwischen einer hohen Bildqualität, bestehend aus Kontrast und Abbildungsschärfe, der Aufnahmegeschwindigkeit, also der maximal möglichen Datenrate und auch den Anschaffungs- und Wartungskosten abgewogen werden. Eine gewünschte hohe Bildrate steht somit in direkter Konkurrenz zu Auflösung und Bildqualität und damit auch zur erforderlichen Prüftiefe.
Viscom X7058 – vollflächige 3D-Röntgeninspektion inline
Der oben aufgezeigte notwendige Kompromiss zwischen Prüftiefe und -geschwindigkeit bei der automatischen Inspektion hat in der Praxis trotzdem immer das gemeinsame Maximum beider Aspekte zum Ziel. Für eine vollflächige 3D-Rekonstruktion ist aus den oben genannten Gründen das TDI-Konzept gegenüber dem FPD zu bevorzugen.
Das neue Röntgeninspektionssystem X7058 von Viscom verwendet daher einen Multi-Line-TDI-Zeilenscanner mit neun Zeilen, einen sogenannten „XTDI-Sensor“. Im System werden also in einem Scan-Durchgang simultan neun Abbildungen der Durchstrahlung in jeweils verschiedenen Blickrichtungen erzeugt. Diese neun Blickrichtungen können basierend auf der planaren CT zu einem 3D-Modell der geprüften Baugruppe verrechnet werden. Durch Verschiebung der Röntgenquelle gegen den XTDI-Sensor in Scanrichtung und einer daraus folgenden Überlappung der Scans können bei Bedarf zusätzliche Ansichten erzeugt werden, die die Qualität der zu prüfenden virtuellen Schnittebenen weiter verbessern.
Bei beidseitig bestückten Baugruppen werden sowohl Ober- als auch Unterseite softwareseitig automatisch separiert und aufbereitet. Die Prüfprogrammerstellung wird für den Bediener deutlich erleichtert, die ansonsten zusätzlich anfallende Programmierarbeit für Abschattungsbehandlungen entfällt.
Um auch hohen Durchsatzanforderungen gerecht zu werden, wurde ein einzigartiges Mehrkammerkonzept entwickelt. Damit wird der Einfluss, den die Zu- und Abführung der Baugruppen auf die Taktzeit haben, nahezu vollständig eliminiert und der gesamte Inspektionsprozess enorm beschleunigt. Im Systeminneren, das aus mehreren strahlungsdichten Kammern besteht, befinden sich gleichzeitig bis zu drei Baugruppen, die in einer Art überlappender Verarbeitung vom Wartezustand in die Prüfung und von der Prüfung in den Abführstatus wechseln.
Mit einer Auflösung von bis zu 8 µm kann die X7058 auch kleinste Bauteile wie z. B. µBGAs sicher prüfen. Im Gegensatz zu einem Inspektionssystem, das einzelne Komponenten oder Bereiche einer Leiterplatte mit verdeckten Lötstellen durch Röntgen selektiv inspiziert, liegt bei der X7058 der Fokus auf einer dreidimensionalen und dennoch sehr schnellen Prüfung der gesamten Baugruppe.
Die Viscom-Software vVision garantiert eine intuitive Bedienung und eine schnelle Prüfprogrammerstellung. Insbesondere bietet die X7058 damit die gleiche Bedienoberfläche wie auch die AOI-Systeme von Viscom. Auf dieser Grundlage lassen sich Traceability-Konzepte wie die intelligenten Viscom TrueYield-Anwendungen gut umsetzen. Die Integrierte Verifikation zur Unterstützung der Prüfprogrammoptimierung, der Viscom Quality Uplink zu SPI und AOI und die Statistische Prozesskontrolle garantieren eine optimale Linienvernetzung im Sinne des Konzeptes der ‚Industrie 4.0‘ und schafft die Voraussetzungen für eine bestmögliche Fehlererkennung. So kann nicht nur ein hoher First Pass Yield (FPY), sondern sogar der TrueYield, also ein hoher FPY bei gleichzeitiger Zero-Defect-Strategie erreicht werden.
Die Vorteile einer 3D-Röntgeninspektion mit planarer CT
Die immer höheren Packungsdichten von Baugruppen und die heutzutage gängige doppelseitige Bestückung auch mit direkt gegenüberliegenden hohen Bauteilen führt dazu, dass eine Röntgenprüfung in drei Dimensionen gut geeignet ist, die verschiedenen Komponenten und deren Lötverbindungen voneinander zu trennen. Dabei können beide Seiten der Baugruppe in einem Zug auf Fehler geprüft werden. Der doppelte Zeitaufwand durch eine nachfolgende Bildaufnahme der Unterseite wie z. B. bei der Laminographie entfällt. Abschattungen sich gegenüberliegender oder benachbarter Bauteile, die im reinen 2D-Durchstrahlbild die Auswertungen extrem behindern, werden durch die Rückrechnung in ein dreidimensionales Volumenmodell und durch die Extraktion von Schichten aus diesem Modell vermieden.
Eine derartige dreidimensionale Rekonstruktion der Baugruppe und der bestückten Bauteile besitzt jedoch zusätzlich den unschätzbaren Vorteil, dass nicht nur Ebenen zur Trennung von Ober- und Unterseite entnommen werden können. Virtuelle Schnitte können in beliebigen Winkeln und Anordnungen herangezogen und dann auch entsprechend ausgewertet werden. So kann z. B. ein Schnitt senkrecht durch einzelne Komponenten der Baugruppe (etwa durch eine Reihe der Lötungen eines BGAs) gelegt und diese damit auf Fehlertypen wie zum Beispiel Head in Pillow (HiP) sicher ausgewertet werden. Weitere Einzelaufnahmen sind dazu nicht notwendig, weshalb ein solches Vorgehen, abgesehen von der Rechenzeit für die algorithmische Auswertung, keine zeitlichen „Mehrkosten“ entstehen lässt.
Ein allgemeiner Vorteil der Verwendung einer dreidimensionalen Prüfung liegt außerdem in der leichteren Interpretierbarkeit der Ergebnisse. Dem Bediener am Verifikationsplatz liegen zusätzliche, intuitiv erfassbare Informationen vor. So ist z. B. die geometrische Masse vom Menschen mit ungleich geringerem Aufwand und gleichzeitig größerer Sicherheit mit gut oder schlecht zu bewerten, als Merkmale wie der mittlere Grauwert oder ähnlich abstrakte Eigenschaften und Werte aus der Bildverarbeitung.
Fazit
Dreidimensionale Röntgentechnik ist aus der industriellen Fertigung heute nicht mehr wegzudenken. Die vorangegangene Vorstellung der verschiedenen 3D-Röntgenverfahren hat gezeigt, dass die planare CT, wie sie in der X7058 realisiert ist, in der Elektronikfertigung im Inline-Einsatz den optimalen Kompromiss darstellt. Sie ist zeitsparend im Vergleich zur CT als auch zur Laminographie, da nach nur einem Durchgang alle für eine vollflächige Prüfung benötigten Informationen vorliegen. Sie liefert eine bessere Bildqualität als die bekannten Laminographieansätze und damit eine erheblich bessere Auswertbarkeit. Ein TDI-Zeilenscanner mit mehreren Zeilen ist der ideale Detektor für die planare CT. Er liefert in sehr kurzer Zeit Aufnahmen aus vielen verschiedenen Richtungen und führt damit zu einer guten Rekonstruktion der relevanten Schichten einer Baugruppe.
Kombiniert man optimierte Innenprozesse mit einer verbesserten Linieneinbindung wie beispielsweise durch das innovative Mehrkammerkonzept des Inline-Prüfsystems X7058, ist das Ergebnis eine vollflächige, sehr schnelle und sichere Prüfung von komplexen und auch doppelseitig bestückten Leiterplatten und deren Lötstellen.
productronica, Stand A2.177
Unsere Webinar-Empfehlung

Applikationen aus dem Bereich der Leistungselektronik gewinnen immer mehr an Bedeutung. Die Inspektion dieser Applikation lässt sich mit der bewährten Standardtechnologie der 3D-Messtechnik bewerkstelligen.
Teilen:








{kind=link}