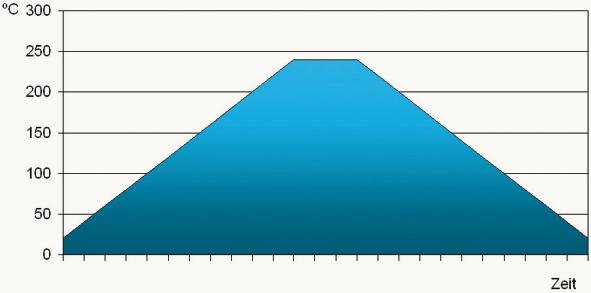
Beim Löten von oberflächig bestückten Baugruppen haben sich die thermischen Profile, die als optimal angesehen werden, über die Jahre mehrfach geändert. Neben dem Aufheizgradienten, der immer flacher wurde, ist es besonders das „Plateau“ – also jener Teil der Kurve, der die Baugruppe längere Zeit auf einem gewissen Temperatur-Niveau verweilen lässt –, das zu intensiven Diskussionen Anlass gab.
Dr. Ronald Horn, Heike Schlessmann, SEHO Seitz & Hohnerlein, Kreuzwertheim
Die Behauptung, die auch in der begleitenden Literatur von gewissen Pasten anzutreffen ist, dass ein „Plateau“ unbedingt nötig sei, wird von den meisten Fachleuten inzwischen in den Bereich der Fabel verwiesen. Es hat sich auch bei den jüngeren Lötern herumgesprochen, dass das Plateau als Reaktion auf das als „gefährlich“ erachtete D T (= Tmax – Tmin der Baugruppe) eingeführt wurde und dass Pasten umformuliert wurden, um diese Verlängerung der Verweildauer bei höheren Temperaturen zu überstehen.
Ein großes D T wird wegen einer ganz klaren Zuverlässigkeitsbetrachtung vermieden. Verbringt die Lötstelle – bei eutektischen oder nah-eutektischen Pb-haltigen Legierungen – lange Zeit über der Liquidustemperatur, so leidet die Fügestärke der Verbindung. Bei großem D T sind zwar nicht alle, aber meist die empfindlicheren, d. h. kleineren Lötstellen einer derartigen zusätzlichen Belastung ausgesetzt. Die Verwendung eines „Plateaus“ im thermischen Profil eliminiert zwar das D T nicht, reduziert es aber stark.
Anders als in der ägyptischen Baugeschichte, jedoch aus völlig anderem Anlass, entwickelte sich daher die spitze Pyramide in eine Stufenpyramide mit nur einem Absatz. Die Frage sei erlaubt, ob das die richtige Form für die Zukunft des bleifreien Lötens unter der RoHS-Gesetzgebung in Europa sein sollte?
Dazu schauen wir uns vielleicht am besten den relevanten Hintergrund an. Offensichtlich hat die Festigkeit der Lötstelle bei langer Verweildauer über Liquidus etwas mit der Diffusionszone zu tun. Die Reaktionsmoleküle zwischen dem Kupfer der Leiterplatte und dem Lot – unabhängig vom verwendeten Lot – sind jeweils eine Verbindung des Kupfers mit Atomen des Zinns (Cu3Sn und Cu6Sn5). Zumindest bei den eutektischen Pb-Loten ist das signifikant (eventuell auch bei den Bi-Loten), denn das Zinn kommt allein aus dem Lot. Wandern Sn-Atome in die Diffusionszone, was auch im festen Zustand geschieht, so verarmt eine Randzone an Zinn und eine angereicherte Bleizone entsteht. Vor allem bei Alterung vergrößern sich die Bleikristalle schnell und sie sind es eigentlich, die die Gefahr für die Festigkeit der Fügestelle darstellen.
Ermüdungsrisse, von denen man früher annahm, dass sie durch die spröde Diffusionszone verliefen, scheinen sich viel eher im Grenzbereich zwischen der Diffusionszone und den vergrößerten Bleikristallen zu etablieren. Das würde auch mit der Annahme einhergehen, dass es während einer Scherbeanspruchung zu Verschiebungen zwischen den verschiedenen Kristallen kommt, statt dass Kristalle sich bögen.
Dieser Gedankengang kann nicht auf die meisten bleifreien Lote übertragen werden. Während die eutektischen Pb-Lote beinahe ein 50/50-Verhältnis zwischen Blei und Zinn repräsentieren, haben wir es bei den bleifreien Ersatzloten grob gesagt mit Reinzinn zu tun, plus etwas Verunreinigung. Vergleicht man 63/37 Sn/Pb z. B. mit 99,4/0,6 Sn/Cu so wird diese Behauptung vielleicht klar. Ähnlich steht es bei den verschiedenen SnAgCu-Legierungen.
Gehen wir einen Schritt weiter und schauen uns wieder die Diffusionszone an, die ja chemisch gesehen die gleiche bleibt – es ist weiterhin nur das Zinn, das mit dem Basismetall reagiert –, so wandert nach wie vor das Zinn aus dem Lot in die Diffusionszone. Da aber das Kupfer oder das Silber und Kupfer meist recht gleichmäßig in dem Zinn verteilt sind, ändert sich sehr wenig in der Randzone zwischen Diffusionsmaterial and Restlot. Ja, wie sollte eine kristalline Anreicherung entstehen, wenn so wenig Kupfer vorhanden ist?
Bereits in [1] „While Sn/Pb joint showed cracking very close to the package interface, the joint cracked through bulk solder in the case of Sn/Ag/Cu alloy“ wird, abweichend von einigen europäischen Veröffentlichungen, festgestellt, dass ein Ermüdungsbruch bei bleifreien Loten durch das Lot und nicht in der Nachbarschaft der Diffusionszone verläuft. Ähnliches wurde verschiedentlich bestätigt [z. B. 2], so dass schließlich sogar ausdrücklich betont wird [3 ] „… the failure location inside a solder joint is far away from the IMC layer near the PCBs“: „…der Ermüdungsbruch verläuft weit weg von der Diffusionszone …”
Wenn sich diese Ergebnisse weiterhin bestätigen, was nach den obigen Betrachtungen eigentlich zu erwarten wäre, so hätte das direkte Auswirkungen auf die Art und Weise, wie wir in Zukunft unsere Reflowprofile wählen. Denn eines der Hauptprobleme beim Pb-freien Reflow mit den gängigen SnAgCu-Loten ist die Peaktemperatur. Je niedriger wir sie wählen können, desto „glücklicher“ sind die Prozessingenieure und Bauteilhersteller. Der Einsatz von Stickstoff hilft, wie schon verschiedentlich erläutert, aber ein Verschwinden der Angst vor dem grässlichen D T würde einem eine gewisse Freiheit bei der Gestaltung der Kurve geben.
Das bedeutet, dass man statt das Plateau unterhalb des Liquidus der Legierung anzuordnen, es jetzt ins Maximum verlegen könnte, d. h., wenn das Lot flüssig ist. Von der Chephren-Pyramide in Gisa [4] ginge es dann über die Stufenpyramide des Djoser zu Saqqarah [5] zu der Mayapyramide von Chichen Itza [6], jedoch ohne Tempel auf der Plattform.
Heutige Konvektionsreflowöfen erlauben es, die Peaktemperatur durch zwei oder mehr Heizmodule auszudehnen. Dieses Vorgehen, das für bleihaltige Technik als risikoreich bewertet werden muss, ist bei der bleifreien SnAg(Cu)-Fertigung jedoch (es bedarf hier noch einiger wissenschaftlicher Absicherung) gerade die Methode, die den Bedürfnissen der Bauteile entgegenkommt, ohne die Zuverlässigkeit der Lötstelle zu beeinträchtigen.
Zwar entstünde ein größeres D T als bei einem traditionell angeordneten Plateau unterhalb des Liquidus, aber da die Auswirkungen auf die Grenzschicht zur Diffusionszone keine großkristalline Anreicherung in Ag oder Cu verursachen, kann das in Kauf genommen werden.
Das Prinzip ist somit, die Peaktemperatur niedriger anzusetzen, jedoch länger zu halten, damit die temperaturmäßig zurückhängenden Teile der Baugruppe sich thermisch im Peak angleichen können und ebenfalls umschmelzen. Die zeitliche Verzögerung, die ja das eigentliche DT ausmacht, wird damit später ausgeglichen als in ‘traditionellen’ thermischen Profilen.
Eine unterschiedliche Verweildauer oberhalb des Liquidus ist unkritischer geworden und wirkt sich (wahrscheinlich) nicht so dramatisch auf die Zuverlässigkeit aus. Somit erhalten wir das neue Profil einer „Mayapyramide“.
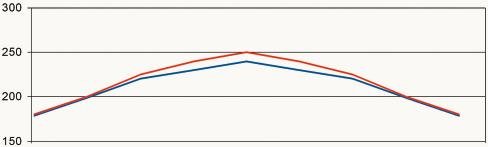
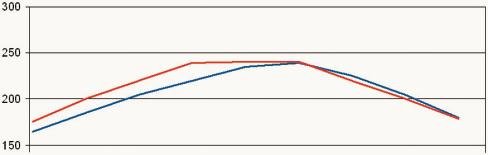
Schauen wir uns den oberen Teil von Profilen in zwei Fällen an – wobei wir in beiden ein D T = 20 K annehmen und alle Lötstellen eine Maximaltemperatur von 240 ºC erreichen müssen –
- a) in dem Fall, in dem wir das Plateau auf einem niedrigeren Niveau angesiedelt haben, ist das D T im Peak nur noch etwa 10 K, da (sagen wir mal) 10 K im niedrigeren Plateau abgearbeitet wurden, und damit müssen wir den nachhinkenden Temperaturwert durch ein Überschreiten der Peaktemperatur erzielen und
- b) in jenem Fall, den wir durch eine Verlängerung des Peaks erlauben und den gesamten Temperaturunterschied von D T = 20 K erst im Peak auffangen.
Fall a) führt zu einer höheren Temperatur an einigen der Lötstellen, eben jenen, die leichter zu erwärmen sind. Außerdem verbringen diese Lötstellen auch eine längere Zeit über der kritischen Temperatur von 240 ºC.
Fall b) zeigt, dass die Maximaltemperatur mit einem derartigen „Trick“ um 10 K gesenkt werden kann. Nicht gerade viel, aber doch markant, bedenkt man die Temperaturempfindlichkeit gewisser Bauteile. Bleibt zu hoffen, dass die Pasten solche Belastungen erlauben.
Bei all diesen Anstrengungen sollte nicht übersehen werden, dass aus Sicht der Lötbarkeit höhere Temperaturen durchaus wünschenswert wären. Auch das Fließverhalten der Lote wäre besser.
SMT, Stand 9-536
EPP 416
Literatur
[1] Ahmer Syed, „Reliability of Lead-Free Solder Connections for Area-Array Packages“, Proceedings of IPC SMEMA Council APEX 2001 Conference
[2] P. Ratchev, „Reliability and Failure Modes of SnAgCu Solder Joints“, IPC International Conference on Lead-Free Electronics, Brüssel, Belgien, Juni 2003
[3] John Lau, Dongkai Shangguan, Todd Castello, Rob Horsley, Joe Smetana, Nick Hoo, Walter Dauksher, Dave Love, Irv Memis, Bob Sullivan;, „HDPUGs Failure Analysis of High-Density Packages’ Lead-Free Solder Joints“, Proceedings of APEX, Ana- heim, CA, CD-ROM, March 2003
[4] Henri Stierlin, Dietrich Wildung, Hrsgb., „Weltarchitektur – Griechenland – Ägypten –Maya“ Taschen GmbH, Köln 2001
[5] Christine Flon, Hrsgb., „Der große Bildatlas der Architektur, Orbis Verlag, Niederhausen 2001
[6] Nicolai Grube, Hrsgb. „Maya – Gottkönige im Regenwald“ Könemann Verlagsgesellschaft mbH, Köln 2000
Unsere Webinar-Empfehlung

Applikationen aus dem Bereich der Leistungselektronik gewinnen immer mehr an Bedeutung. Die Inspektion dieser Applikation lässt sich mit der bewährten Standardtechnologie der 3D-Messtechnik bewerkstelligen.
Teilen:








{kind=link}