


Ein Assistenzsystem, das diese Forderungen in hohem Maß umsetzt und die Bediener auf dem teils komplexen Feld der Lötprogramm-Erstellung für Selektivlötanlagen nachhaltig unterstützt, ist der komplett neu entwickelte Ersa CAD-Assistent 4. Elektronikbaugruppen nehmen immer komplexere Designs an – mit unterschiedlichsten Bauteilen, Bestückungsdichten und Leiterplattenvarianten. Trotz dem Mainstream der SMT zählt die Selektivlöttechnik zu einem immer noch stark wachsenden Markt in der Elektronikfertigung. Das nachträgliche Löten von THT-Bauteilen auf bereits Reflow-gelöteten Baugruppen ist fester Bestandteil in vielen Fertigungen.
Eine fest etablierte Technologie ist das Selektivlöten mit Miniwellen-Lötsystemen. Diese Systeme arbeiten mit kleinen Lötwellen, die auf einem x/y/z-Achssystem CNC-gesteuert die THT-Lötstellen anfahren und löten. Der CNC-Bewegungsablauf beinhaltet alle Positionsdaten, Verfahr- und Prozessparameter, die zur sicheren und qualitativ hochwertigen Ausbildung der THT-Lötstellen erforderlich sind.
CAD-Assistent 4: Lötprogramm-Erstellung schnell, intuitiv und komfortabel
Die schnelle und sichere Erstellung von Selektiv-Lötprogrammen ist wesentlicher Bestandteil einer effizienten Elektronikproduktion. Für höchste Maschinenverfügbarkeit ermöglicht der Ersa CAD-Assistent 4, Lötprogramme offline – also während des laufenden Maschinenbetriebs – zu erstellen und zu verändern. Durch die vollständige Integration in die Maschinensoftware Ersasoft 5 lassen sich die offline erstellten Programme ohne Umwege an der Lötanlage verwenden. Außerdem unterstützt er die Programmerstellung für Module mit zwei unabhängigen Achssystemen (Versaflux und Versaflex). Die Bearbeitung der Datensätze für die CNC-Achsensysteme erfolgt ganz einfach per Drag & Drop. Vordefinierte Datensätze lassen sich schnell an die jeweilige Anwendung anpassen. Eine Plausibilitätsprüfung unterstützt den User aktiv bei der Integritätskontrolle.
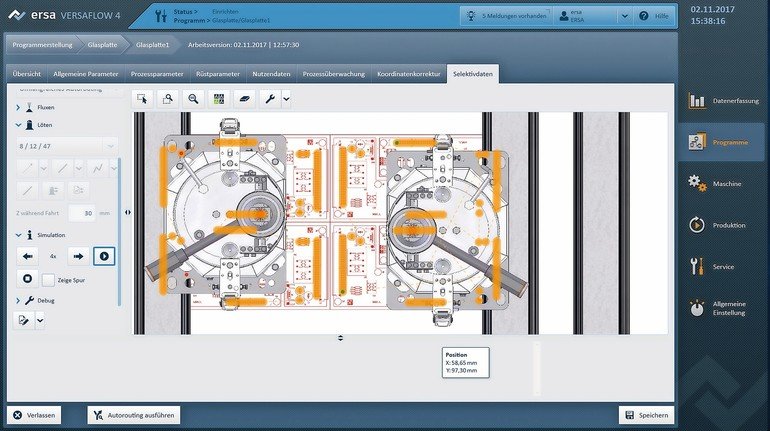
Zur Programm-Erstellung nutzt der CAD-Assistent 4 CAD-Daten oder Bilder gescannter Baugruppen. Die Darstellung aller Bewegungen von Fluxer und Lötwelle erfolgt grafisch im Bild der Leiterplatte, hier erfolgt parallel die Eingabe der Prozessparameter. Die so erzeugten Programmdaten sind sofort in der Selektivlötmaschine nutzbar, gestatten es den gesamten Prozess zu simulieren und so auf Integrität zu überprüfen. Darüber hinaus bietet der CAD-Assistent 4 eine Autorouting-Funktion, basierend auf dem Traveling-Salesman-Prinzip, mit deren Hilfe die Software selbstständig das schnellste Lötprogramm für eine Baugruppe berechnet – das heißt, die Software schlägt die optimalen Verfahrwege für Flux- und Lötprogramm vor.
Datenverarbeitung mittels CAD-Daten oder Bilddatei
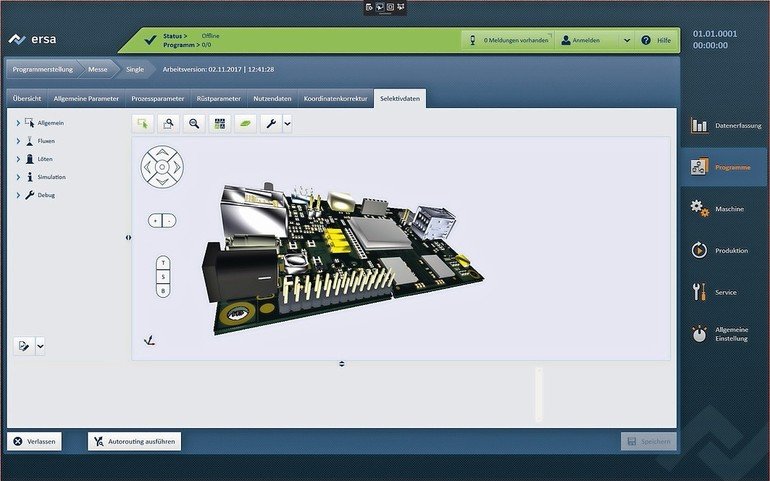
Der CAD-Assistent 4 bietet dem Benutzer neue Möglichkeiten, ein Lötprogramm zu erstellen. Durch den Import von 3D-Daten der Baugruppe bekommt der Anwender zusätzliche Informationen, welche ihn bei der Programmerstellung unterstützen. In den Daten sind sowohl Lagenaufbau, Bohrdaten als auch Bauteilstücklisten, Bauteilplatzierungen und Maßangaben enthalten. Dadurch sind Informationen wie die genaue Bauteilfreiheit an jeder Position auf der Leiterplatte bekannt. Beim Format ODB++ handelt es sich um ein Datenaustauschformat, das nahezu alle am Markt verfügbaren Layoutprogramme erzeugen kann. Es lassen sich jedoch auch alle weitere gängigen 3D-/CAD-Daten wie beispielsweise GenCAD oder IPC 2581 verarbeiten. Weiterhin besteht die Möglichkeit, die Leiterplatte mittels eines Scans per Bild zu importieren. Auch hier sind alle gängigen Grafikformate wie jpg, bmp, png, tif, gif usw. nutzbar. In diesem Fall wird das 2D-Bild auf der Benutzeroberfläche projiziert, anschließend referenziert und dann vom Bediener mit den erforderlichen Prozessparametern versehen.
Profitieren Sie von Ihren Daten! Bauteilinformationen mittels ODB++
Die Verwendung von CAD-Daten wie ODB++ bietet dem Prozessverantwortlichen enorme Vorteile bei der Programmerstellung. Informationen wie Wärmekapazität, Bohrdaten usw. sind für optimale Lötergebnisse von zentraler Bedeutung. Bauteile und die zugehörigen Prozessparameter sind in einer Datenbank gespeichert, so dass man bei neuen Baugruppen die zuvor definierten Prozessparameter automatisch auf bereits bekannte Bauteile übertragen kann.
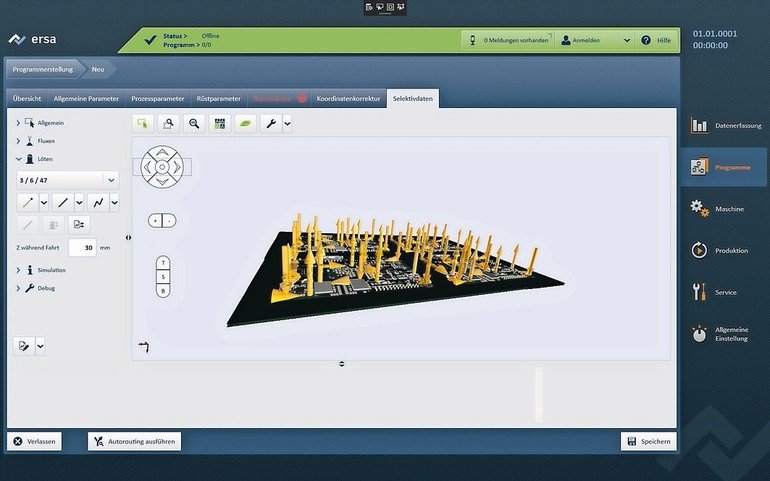
Diese lassen sich falls nötig vom Bediener noch individuell anpassen. Es bietet sich zusätzlich die Möglichkeit, Bauteile mit Flux- und Lötparametern zu „verheiraten“ und diese dauerhaft in der Datenbank zu speichern. Auf Basis der ODB++-Daten der Baugruppe liefert der CAD-Assistent 4 weitere Informationen zu verwendeten Bauteilen, Bohrungen und den einzelnen Layern der Leiterplatte.
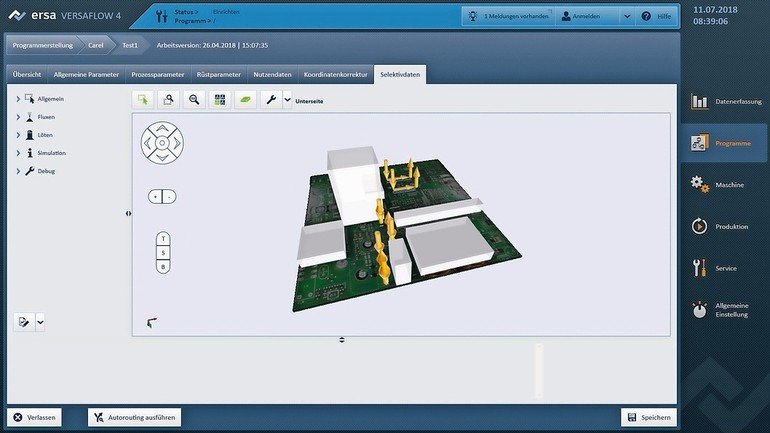
Die Geometrie der Bauteile sind im ODB++-Datensatz als 3D-Modelle hinterlegt. Sind auf der Lötseite der Baugruppe ebenfalls Bauteile vorhanden, dürfen diese auf keinen Fall mit der Lötwelle in Kontakt kommen. Der Löttiegel muss diese Bereiche während der Positionierung meiden und umfahren. Zu diesem Zweck definiert der Anwender „verbotene Bereiche“. Generiert die Software den CNC-Bewegungsablauf, erkennt sie die verbotenen Bereiche und blendet diese aus dem zur Verfügung stehenden Bewegungsraum aus.
Vorlagen weltweit nur einmal erstellen –
Synergien nutzen
Templates bieten dem Anwender einen schnellen Einstieg in die Programmierung mit dem CAD-Assistenten 4. Im Programm sind von Ersa Templates für verschiedene Düsengrößen und Bearbeitungsmodi hinterlegt, diese sind für die Erstellung ähnlicher Lötapplikationen verwendbar. Vordefinierte Templates lassen sich individuell anpassen, bei Bedarf neue definieren und für die späteren Anwendungen speichern.
Bei der Bearbeitung der Templates hat der Bediener ein Höchstmaß an Flexibilität und passt die Abfolge der Arbeitsschritte per Drag & Drop entsprechend seiner Anforderungen an. Erstellte Templates lassen sich dank Export- und Importfunktion auf einfachem Weg von einer Maschine auf eine andere Maschine übertragen. Zusätzlich bietet die Software die Möglichkeit, gezielt Nutzerberechtigungen zu hinterlegen. Die Anpassung oder Änderung derartiger Templates kann bei Bedarf nur in vorab festgelegten Bereichen erfolgen. Beispielweise kann eine feste Arbeitsabfolge und Verfahrgeschwindigkeit hinterlegt sein, während sich die Verweildauer an der Lötstelle individuell anpassen lässt.
Erfolgskontrolle in Echtzeit durch Simulation
In der Programmierung durch den Anwender wird vorgegeben, welche Lötstelle mit welcher Düse bearbeitet wird. Anschließend verteilt ein intelligenter Autorouting-Algorithmus die einzelnen Lötaufgaben automatisch auf die verschiedenen Lötmodule und Tiegel. Dabei ist sichergestellt, dass die Bearbeitung der Lötstellen mit den richtigen Düsen und Prozessparametern erfolgt.
Der Autorouting-Algorithmus ist darauf ausgelegt, die schnellste „Route“ zu errechnen. Zusätzlich bietet die Software die Option, den Lötvorgang und die geroutete Reihenfolge bereits am Schreibtisch in Echtzeit zu simulieren. Dies bietet insbesondere bei den hochflexiblen Versaflux und Versaflex Modulen Vorteile. Der Anwender hat jedoch immer die Möglichkeit, die Autorouting-Funktion anzupassen. So kann er massereiche oder sensible Bauteile mit einer Priorität versehen, so dass diese in der Reihenfolge der Abarbeitung an erster Stelle stehen.
Zentrale, datenbankbasierte Maschinen-Software
Zur Speicherung sämtlicher Daten der Lötanlage setzt die Plattform Ersasoft 5 auf ein gängiges Datenbanksystem. Hierdurch erfolgt die Speicherung der Daten in strukturierter Form. Die Daten lassen sich einfach und schnell abrufen, wenn diese beispielsweise für Langzeitauswertungen benötigt werden. Eine hohe Datensicherheit ist dank eines einstellbaren automatischen Sicherungsintervalls zu jeder Zeit gewährleistet.
Um die Datensicherheit zusätzlich zu erhöhen, ist es sinnvoll, die Datenbank im Rechenzentrum des Kunden zu installieren. Somit können sich mehrere Maschinen eine Datenbank teilen und darüber untereinander Daten austauschen. Wird zum Beispiel ein Produkt an mehreren Standorten gefertigt, ist so sichergestellt, dass die Prozesse an allen Produktionsstandorten gleich sind, egal wo auf der Welt die Lötanlage steht. Der große Vorteil, den diese Vorgehensweise bietet, ist die zentrale Verwaltung der Datensätze. Änderungen der Datensätze sind jederzeit möglich, erfolgen aber zentral. Greift eine Lötanlage auf einen Datensatz der zentralen Datenbank zu, ist sichergestellt, dass die Daten aktuell sind. Mit dieser Vorgehensweise ist die Prozesssicherheit auf maximal höchstem Niveau.
Im krassen Gegensatz dazu steht die Pflege der Datensätze auf den Maschinenrechnern an den Anlagen selbst. Bei weltweit verteilten Fertigungsstandorten ist die dezentrale Datenpflege schwierig und nicht gewährleistet. Eine dezentrale Datenspeicherung ist nach wie vor möglich, wird aber aufgrund der dargelegten Gründe nicht empfohlen.
Zusammenfassung: Mit dem CAD-Assistent 4 bietet das Unternehmen einen weiteren zentralen Baustein für die digitale, vernetzte Fabrik der Zukunft. Das offene Datenbanksystem sowie die Nutzung üblicher 3D-Datenformate aus der Baugruppen-Entwicklung ermöglichen den wechselseitigen Zugriff auf immense Datenmengen und Informationen. Prozessparameter, Leiterplatten- und Bauteilspezifikationen sind an einer zentralen Stelle verfügbar. Bei gleichzeitiger Rückmeldung der Qualitätsdaten in dieselbe Datenbank eröffnen sich völlig neue Möglichkeiten. Zum einen für die komfortable Erstellung von Lötprogrammen, da man Zugriff auf die Daten und Erfahrungswerte aus anderen Fertigungsstandorten hat. Zum anderen ist es weitaus sinnvoller, die Programm- und Qualitätsdaten in intelligenter Form zu verknüpfen und auf diesem Weg die Basis für eine effiziente Prozessoptimierung zu schaffen.
Nutzt der Anwender die Möglichkeit der Zentralisierung der Daten in seinem Rechenzentrum, ist die Datensicherheit auf höchstem Niveau gewährleistet. Gleichzeitig schafft man sich den großen Vorteil der zentralen Datenpflege. Bei weltweiten Fertigungsstandorten ist dies ein wesentlicher Vorteil und die essenzielle Basis für maximale Prozesssicherheit. Der CAD Assistent 4 ist zentraler Bestandteil der Ersasoft 5 und für die Selektivlötanlagen der Versaflow 4 Generation verfügbar. Sie umfasst die Modellreihen Smartflow 2020, Ecoselect 4, Versaflow 4/55 und Versaflow 4 XL.

Hier finden Sie mehr über:








{kind=link}